论文39页,15000余字,CAD图纸18张
R180柴油机气缸体三面钻镗孔组合机床总体
及右主轴箱设计
摘 要:柴油机气缸体为大批量生产的零件,为了提高产品的加工效率和加工精度,本课题设计了一台R180柴油机气缸体三面钻镗孔组合机床。该机床设计主要分为总体设计和部件设计两部分。在全面了解被加工零件的结构特点、加工部位和技术要求等基础上。主要完成了组合机床的总体设计。具体内容是在确定总体方案的基础上,绘制出三图(被加工零件工序图,机床联系尺寸图,加工示意图)和生产率计算卡。本课题的重点是对右主轴箱的部件设计,首先,在完成组合机床总体设计的基础上,主要完成拟订了主轴箱的传动路线;然后,根据绘制出的主轴箱原始依据图,确定了具体传动方案,应用最优化方法布置齿轮,确定传动参数,设计了轴的结构;最后,进行齿轮、轴承等相关零件的强度校核计算。在满足加工精度的条件下,本方案采用液压滑台来实现进给运动,尽量使用了通用部件,降低制造成本。采用单工位三面同时加工能保证孔的位置精度,提高生产效率,降低工人劳动强度,较好地满足了设计要求。
关键词:组合机床;钻镗孔;主轴箱
The Overall and Right Headstock Design of Modular Machine Tool Used for Drilling and Boring Holes of R180 diesel engine body
Abstract: The cylinder body of diesel is made for large quantities of production. To improve the machining efficiency and to satisfy the processing requirements, the combine machine-tool was designed for drilling and boring the body of the R180 diesel engine cylinder with three facing set. The focal point of this topic is the total design and the design of the right headstock. Basing on studying comprehensively the components in structure characteristic, processing spot and specification and so on, the overall design of the combine machine-tool was completed. Its concrete content is to finish three drawings (process components working procedure chart, engine bed relation dimensional drawing, processing schematic drawing) and the productivity computation card on the foundation of the overall plan. The key of this modular is the right headstock part design. Firstly ,On the basis of completing the total design of machine tool system, the driving route of the headstocks were drawn up. Then according to headstock primitive basis chart and the methods of optimization, the concrete transmission plan was determined, the cogwheels are disposed, the driving parameter were determined. At last, the structure of principal axis were designed and the strength of parts are checked such as the cogwheels and the axletree. Under the condition of satisfying the processing precision, the liquid operated sliding table is used for realizing the movement. The general part was used as far as possibly to reduce the production cost. What’s more, the single location three-side processing plan was used in the modular machine tool , which can guarantee the position precision of holes , enhance the production efficiency and reduce the worker labor intensity. It can satisfy the design requirement.
Key words: Modular machine tool; Drilling and boring holes; Headstock
目 录
1前言 1
2 组合机床总体设计 3
2.1 总体方案论证 3
2.1.1 工艺路线的确立 3
2.1.2 机床配置型式的选择 3
2.1.3 定位基准的选择 3
2.1.4 滑台型式的选择 4
2.2切削用量的确定及刀具选择 4
2.2.1 选择切削用量 4
2.2.2切削力、切削扭矩及切削功率的计算 5
2.3组合机床总体设计—三图一卡 7
2.3.1被加工零件工序图 7
2.3.2 加工示意图 8
2.3.3机床尺寸联系总图 11
2.3.4 机床生产率计算卡 14
3组合机床右主轴箱设计 17
3.1主轴箱原始依据图 17
3.2主轴结构型式的选择和动力计算 18
3.2.1 主轴结构型式的选择 18
3.2.2 主轴直径和齿轮模数的确定 18
3.3 主轴箱传动系统的设计与计算 19
3.3.1 根据原始依据图计算坐标尺寸 19
3.3.2 拟订主轴箱传动路线 19
3.3.3 确定传动轴位置及齿轮齿数 20
3.3.4 传动轴的选择 25
3.3.5轴承的选择 25
3.3.6齿轮的选择 27
3.3.7平键的选择 32
3.3.8坐标检查图 33
4 零部件的设计 34
4.1 主轴箱的装配图及零件图 34
4.2 主轴箱的选择设计 34
4.3 润滑系统的设计 34
5 结论 35
参 考 文 献 36
致 谢 37
附 录 38
1前言
组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床[1]。本机床设计吸取了现有机床加工优点,设计布局合理。满足机体孔系加工质量要求[2]。涉及由于通用机床要适应被加工零件形状和尺寸的需要,机床结构一般比较复杂。不仅如此,在实际生产中,由于只能单人单机操作,一道工序一道工序地完成,所以工人的劳动强度大、生产效率低,工件的加工质量也不稳定。基于以上问题,组合机床产生并逐步发展起来。组合机床行业虽然取得了较大的进步与发展,但是,在制造技术高速发展的今天,由于自身的基础比较薄弱,从整体上看,与国外的先进水平、与国内用户的要求还存在着一定的差距,满足不了用户要求。80年代以来,国外组合机床技术在满足精度和效率要求的基础上,正朝着综合成套和具备柔性的方向发展。
组合机床主要用于棱体类零件和复杂的孔面加工,生产率高。加工精度稳定,研制周期短,便于设计、制造和使用维护,成本低。因为通用化、系列化、标准化程度高,通用零部件占70%-90%,通用件可组织批量生产进行预定或外购。自动化程度高,劳动强度低。
基于以上优点,组合机床应用越来越广,目前已广泛用于汽车、拖拉机、柴油机、电机、仪器仪表、军工及缝纫机、纺织、航空等部门。本课题是R180柴油机气缸体三面钻镗孔组合机床设计,来源于江淮动力集团。本课题由四个人完成,本人主要设计右主轴箱,主轴箱设计是组合机床设计中的一个重要组成部分。根据收集的材料,首先根据已知条件和被加工零件的具体结构特征,确定各轴的排布方案、结构、材料、转向、配合关系等,保证各轴互不干涉。轴的排布方案是多种多样的,通过比较选择一种最佳的方案,然后选择主轴箱体的规格、型号。确定好轴的排布方案及各种技术参数后,再选择其它各种零件,尽可能选用标准件,降低制造成本。需对被加工零件孔的分布情况及所要达到的要求进行分析,如各部件尺寸、材料、形状、硬度及加工精度和表面粗糙度等[3]。然后还必须深入基层进行实地考察,摸索主轴箱的工作原理。
然后是总体方案的设计,组合机床的总体设计主要包括制定工艺方案(确定零件在组合机床上完成的工艺内容和加工方法,选择定位基准和夹紧部位,决定工部步和刀具种类及其结构形式,选择切削用量等)、确定机床配置形式、制定影响机床总体布局和技术性能的主要部件的结构方案[4]。组合机床总体方案的拟订是设计组合机床最关键的一步。方案制订得正确与否,将直接影响机床能否达到要求,能否保证加工精度和生产率,是否满足结构简单、成本较低和使用方便等要求。总体方案设计的具体工作是编制“三图一卡”,即绘制被加工零件图、加工示意图、机床联系尺寸图、编制生产率计算卡。
最后是技术设计和工作设计。技术设计是根据总体设计已经确定的“三图一卡”,设计主轴箱等专用部件的正式总图;工作设计即绘制各个专用部件的施工图样,编制各部件明细表。
在设计过程中,通过大量的参观实习和相关资料的查阅,考虑到实际生产条件,并从机床的合理性、经济性、工艺性、实用性以及对被加工零件的具体要求出发,确定了设计方案。在指导老师和同学的帮助下,最终完成本课题的设计。本设计将为企业的生产制造提供参考价值。
2 组合机床总体设计
2.1 总体方案论证
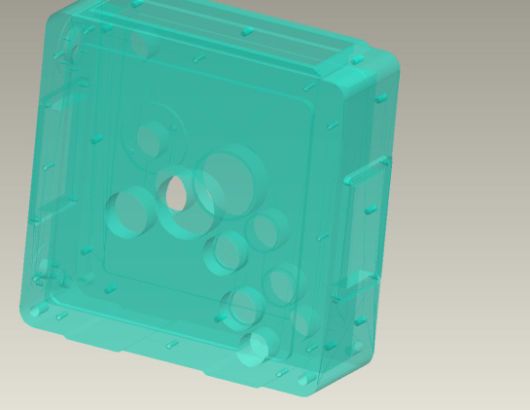
本设计的加工对象为R180柴油机气缸体,材料是HT250,硬度HBS212 285。
2.1.1 工艺路线的确立
工艺方案的拟订是组合机床设计的关键一步。工艺方案制定的正确与否在很大程度上决定了组合机床的结构配置和使用性能。因此,应根据工件的形状和加工要求的特点,按一定的原则,结合组合机床常用的工艺方法,充分考虑到各种因素,并经技术经济分析后拟订出先进,合理、经济、可靠的工艺方案。选择工艺基准和定位方式是制定工艺方案的关键所在。根据先粗后精、先基准面后其它表面、先主要表面后次要表面的机械加工工序安排的设计原则[5]。
2.1.2 机床配置型式的选择
确定机床的配置型式,定出影响机床总体布局和技术性能的主要部件的结构方案。既要考虑能实现工艺方案,以确保零件的精度、技术要求及生产率,又要考虑机床操作方便可靠,易于维修,且润滑、冷却、排屑情况良好。对同一个零件的加工,可能会有各种不同的工艺方案和机床配置方案,在最后决定采取哪种方案时,绝不能草率,要全面地看问题,综合分析各方面的情况,进行多种方案的对比,从中选择最佳方案。
R180柴油机气缸体的结构为卧式长方体,卧式组合机床的优点是加工和装配工艺性好,无漏油现象;同时,安装、调试与运输也都比较方便;而且,机床重心较低,有利于减小振动。其缺点是削弱了床身的刚性,占地面积大。立式组合机床的优点是占地面积小,自由度大,操作方便。其缺点是机床重心高,振动大。从装夹的角度来看,卧式平放比较方便,也减轻了工人的劳动强度。考虑到机床运行的平稳性,选用卧式组合机床。
2.1.3 定位基准的选择
组合机床是针对某种零件或零件某道工序设计的。正确选择定位基准,是确保加工精度的重要条件,同时也有利于实现最大限度的工序集中。箱体类零件定位方式通常采用“一面两销”定位方式。本箱体也不例外,也采用此方式定位。即:选择底表面及两销孔作为精基准,两销孔由自己加工。
组合机床一般为工序集中的多刀加工,不但切削负荷大,而且工件受力方向变化。因此,正确选择定位基准和夹紧部位是保证加工精度的重要条件。对于毛坯基准选择要考虑有关工序加工余量的均匀性;对于光面定位的选择要考虑基面与加工部位间位置尺寸关系,使它利于保证加工精度。定位夹压部位的选择应在有足够的夹紧力下工件产生的变形最小,并且夹具易于设置导向和通过刀具。
本机床加工时采用三面定位,底面为主要定位基准面,机体的底面定位限制3个自由度,侧面定位限制2个自由度,端面定位限制1个自由度。针对R180柴油机气缸体我们采用了液压夹紧,以减少气缸体夹紧变形误差。
2.1.4 滑台型式的选择
本组合机床采用的是液压滑台。机械滑台没有液压驱动的管路、泄露、噪声和液压占地的问题,但只能有级变速,变速比较麻烦,没有可靠的过载保护。与机械滑台相比较,液压滑台具有如下优点:在相当大的范围内进给量可以无级调速;可以获得较大的进给力;由于液压驱动,零件磨损小,使用寿命长;工艺上要求多次进给时,通过液压换向阀,很容易实现;过载保护简单可靠;由行程调速阀来控制滑台的快进转工进,转换精度高,工作可靠。但采用液压滑台也有其弊端,如:进给量由于载荷的变化和温度的影响而不够稳定;液压系统漏油影响工作环境,浪费能源;调整维修比较麻烦。本课题的加工对象是R180柴油机气缸体左、右、后三个面上的16个孔,为了提高加工效率,故采用液压滑台。
2.2切削用量的确定及刀具选择
2.2.1 选择切削用量
16个被加工孔中,由于既有钻孔加工又有镗孔加工,所以选择切削用量时应综合考虑,钻孔的切削用量从文献[1]的表6-11中选取,镗孔切削用量从文献[1]的表6-15中选取。由于钻孔的切削用量与钻孔深度有关,并且随孔深的增加而逐渐递减,其递减值按文献[1]表6-12选取。钻孔时降低进给量的目的是为了减小轴向切削力,以避免钻头折断,降低切削速度主要是为了提高刀具寿命。
A.对右侧面上4个孔的切削用量的选择: