端面起支撑左右,达到完全定位。选用这个粗基准一方面便于零件的装夹,另一方面又能达到很好的定位要求。
(2)精基准的选择:应尽可能选择所加工表面的工序基准为精基准,这样可以避免由于基准不重合引起的定位误差。但当设计基准和工序基准不重合时,应该进行尺寸换算。
(三)、拟定工艺路线。
拟定工艺路线是设计工艺规程最为关键的一步,它的出发点是保证零件的几何形状、尺寸精度、位置精度和表面质量等技术要求。同时也要考虑经济和环境效果,努力降低生产成本,实现大批量快速生产,提高生产效率,因此工艺路线拟定要合理,机床和夹具的选择要与工艺路线合理配合。我们这个小组拟定了两个加工方案,我们通过对加工工艺性,经济性的讨论和分析,最后确定了一种最为合理的工艺路线加工方案。
工艺路线方案一:
工序Ⅰ:铣左侧端面 (以φ62mm孔,φ12mm孔外轮廓为基准)
工序Ⅱ:扩,镗φ62mm孔 (以左侧端面为定位基准)
工序Ⅲ:粗铣,精铣上下端面 (以左侧端面和φ62mm中心孔为基准)
工序Ⅳ:钻φ12mm孔,钻φ4.3mm孔。
工序Ⅴ:铣φ30mm的右端面
工序Ⅵ:钻,扩φ13.8mm孔,φ13mm孔,φ16mm孔,钻φM10螺纹孔,钻Rc1/8孔
工序Ⅶ:修整R11的端面
工序Ⅷ:粗铣,精铣键槽
工序Ⅸ:攻M10螺纹孔,攻Rc1/8孔
工序Ⅹ:检查。
2.工艺路线方案二:
工序Ⅰ:粗铣,精铣φ62mm孔,φ12mm二孔的两个端面。
工序Ⅱ:钻,扩,精扩φ62mm孔,φ12mm。
工序Ⅲ:钻φ4.3mm孔。
工序Ⅳ:粗铣φ13.8mm孔和φ13mm孔的端面。
工序Ⅴ:钻,扩φ13.8mm孔,φ13mm孔,φ16mm孔。
工序Ⅵ:修整R11端面。
工序Ⅶ:钳工去毛刺,倒角。
工序Ⅷ:钻M10螺纹内孔。
工序Ⅸ:粗铣,精铣26+0.28 +0.14键槽。
工序Ⅹ:攻M10螺纹孔,攻Rc1/8孔
工序XI:检查。
3.工艺路线的分析和比较。
方案一以φ62mm孔的外轮廓为粗基准加工左侧端面,再以左侧端面为精基准加工φ62mm中心孔,再以φ62mm中心孔和端面为定位基准加工其它表面。选择这种基准定位方式考虑的是互为基准的原则
这种加工方法容易保证加工表面之间的位置精度,但是由于左侧端面面积小,铸造时可能也会存在缺陷,造成支撑面积不够,工件定位不稳,夹紧不可靠等问题。因此我们废除了这个方案。方案二基本是合理的,基准的选择和加工顺序也基本能达到生产的要求,但也有些地方要改正。如工序Ⅰ加工以φ62mm孔的外轮廓为粗基准,不符合粗基准一般不重复使用的原则,因此端面的粗,精铣应分开,以保证端面和其它表面之间的位置要求。工序Ⅱ将加工两个孔的工位分开,分别成为一个工序,对设备要求就会降低而且生产效率也会提高。
经过以上的分析和讨论确定的最优方案为:
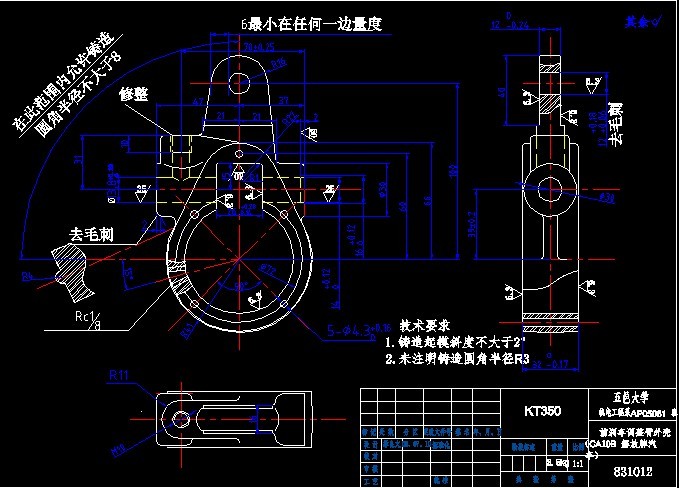
题目: “CA10B 前刹车调整臂外壳”零件的机械加工工艺规程及
工艺装备(夹具)设计
内容:
1. 零件图 1张
2. 零件毛坯图 1张
3. 机械加工工艺过程综合卡片 4张
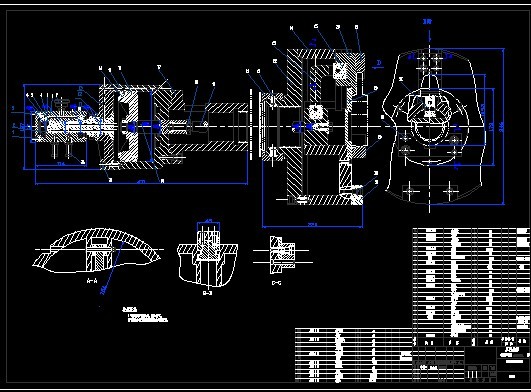
4. 工艺装备(夹具)设计装配图 1张
5. 设计说明书 1份
CA10B加工夹具图装配图 AP0508119 .dwg
工艺卡01.dwg
工艺卡02.dwg
工艺卡03.dwg
工艺卡04.dwg
夹具体 AP0508119.dwg
前刹车调整臂外壳零件图.dwg
前刹车调整臂外壳毛坯.dwg