���������α�ҵ�������CA6140�����Ͽ�����ĸ�Ĺ��չ�װΪ�����ģ�������Ҫ�������¼������棺���������ӹ����ռ���ʱ���㣬������оߣ���һ�оߵȡ�
������Ϊ������Ͷ������ʣ���֤�ӹ������������Ͷ�ǿ�ȣ���Ҫ���ר�üоߡ�
�������о߷�����ȷ���ڹ�����һ��ʮ����Ҫ����Ƴ����䷽�������Ӿ����˼о���Ƶijɹ���ʧ�ܡ�ȷ����Ʒ���ʱӦ��ѭ����ԭ��ȷ���ӹ��������ṹ����������ʡ����Ч������ɱ�������
��������α�ҵ��������Ǽ�����ҵ֮ǰ�����һ����У��ƣ�������ݱȽ�ȫ�棬���漰��֪ʶ�ȽϹ㣬�Ƕ�������ѧ֪ʶ��Ӧ�á����������һ���ۺϼ��顣
������ͨ����α�ҵ��ƣ��ȳ�ֶ��������ǵ�����������ֲ�������Уѧϰ�ڼ�֪ʶ�������IJ��㡣
�������ؼ��ʣ�CA6140������ĸ;�о���ƣ����չ�װ���.
1.1 ���������
������ȷ��ë������Ϊ3000��/�꣬�ɱ���2-5.6�������������͵IJο�����ȷ��Ϊ�����������ƶ�8Сʱ/���ơ�
1.2 ë��������ʽ
���������ڻ��˵Ľ�����ע����ת�ŵ�ģ���У����������������ã�����Һճ����ģ�͵��ڱ��ϣ��������������������ģ���ڱڵ���״��ͬ��ʹ�����ַ����������载ע�ڣ����������ؼ��ٽ��������ġ����������ɰ�ͺ���ģ���豸���Լ��������������������������ɱ������˽��ͣ�������������н�����ϸ�Ŀ����ṹ���ϺõĻ�е���ܡ�
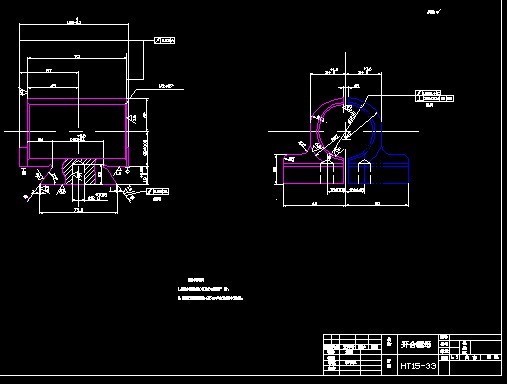
1.3 ë�����ȳߴ�
�ɱ���2-5-1���û������������������ĺ��Ӧ���ڱ�����ȣ�������1mm��С��4mm��
��JK67-62��ȷ���������������ȵȼ�Ϊ2����ָ�ߴ羫�Ⱥͱ������Ҫ��ϸߣ����ߴ���������������������
1.4 ȷ��ë������������
ͨ�����㣬���ȷ��ë��������Ϊ4.079Kg���ɱ���2-5-2��ȷ������ƫ��Ϊ7����
1.5 ȷ����е�ӹ�����
�ɱ���2-5-5��ȷ��2���������Ļ�е�ӹ�����������ӹ�����Ϊ4.0mm�����漰����ӹ�����Ϊ3.0mm��
1.6 ȷ���������ijߴ�ƫ��
��(��-5-6)���2���������ߴ�ƫ��Ϊ±0.8mm��
1.7 ���������
��������Ŀ�������������CA6140�����ϵĿ�����ĸ ��������ĸ�����ڽ�ͨ�ͶϿ���˿�ܴ������˶�����������ʱ����������ĸ���ϣ�˿��ͨ��������ĸ���������͵��ܣ�����ͽ�������ĸ�ѿ���������ĸʱ��˳ʱ�뷽��ת���ֱ���ͨ����������߲���ת�������߲����ϵ����߲�����״��ͨ��Բ���������ϰ���ĸ���������������β�ε����������ƶ���ʹ�����£����������ĸ��˿�����ϡ�����ʱ�뷽��ת���ֱ�����������ĸ����룬������ĸ��˿���ѿ������̵����߲���һ��Բ������Բ���ڽӽ��������IJ��ֵ���б�DZȽ�С��Ŀ����ʹ������ĸ�պ���������������Ϊ��ĸ�ϵľ��������Զ��ѿ���
2. ���չ�����
2.1 ȷ��ë����������ʽ
�������������ΪHT15-33������,���ǵ������� �Ŀ�ȱ�������ԣ������Ժ����������ص�,���Ӧ��ѡ������,�Ա�ʹ������ĸ��ʹ������ĥ������,��֤��������ɿ�.������������Ϊ3000��,�Ѵﵽ����������ˮƽ�������������죬�����ɰģ����ģ���豸���Լ��������������������������ɱ������˽��ͣ������������������н�����ϸ�Ŀ����ṹ���ϺõĻ�е���ܡ���˲�����������,�����������ʡ���֤�ӹ�����������Ҳ��Ӧ�õġ�
2.2 �����ѡ��
����������ѡ���ǹ��չ������е���Ҫ����֮һ������ѡ�����ȷ�����������ʹ�ӹ������õ���֤�������ʵõ���ߡ������ӹ����չ����е�����ٳ����������ߣ������������������ϣ�ʹ�������������С�
�������ֻ���ѡ������ĸ�����������˵��ѡ��ôֻ���������Ҫ�ġ������йشֻ���ѡ��ԭ��������в��ӹ�����ʱ��Ӧ����Щ���ӹ��������ֻ�������������ɸ����ӹ�����ʱ����Ӧ����ӹ�����Ҫ�����λ�þ��ȽϸߵIJ��ӹ�������Ϊ�ֻ���������ѡȡ��βΪ�ֻ�����������������λ���һ������������������ƣ����������������ȣ��ﵽ����λ�����ھ������ԣ���ҪӦ�ÿ��ǻ��غϵ����⡣
2.3 �ƶ�����·��
�������ƶ�����·�ߵij����㣬��Ӧ��ʹ����ļ�����״���ߴ羫�ȼ�λ�þ��ȵȼ���Ҫ���ܵõ����Ƶı�֤��������������ȷ��Ϊ���������������£����Կ��Dz��������Ի�������ר�ù��оߣ�������ʹ����������������ʡ�����֮�⣬��Ӧ�����Ǿ���Ч�����Ա�ʹ�����ɱ������½���
����·�߷���һ��
�����. ���졣
��. ��ɰ��
��. �ȴ�����
��. ��ɰ��
��.Ϳ�ᡣ
��.���ߡ�
��.ϳ��β���յ��ۡ�
��.ĥ��β���յ��ۡ�
��.���ۡ����ۡ��ֽ¡�����Φ52H7�ײ�����1.5 x 45º��
��.�ꡢ���ꡢ�ֽ¡�����2 x Φ12�ס�
��.�ֳ����뾫��������һ���档
��.�ֳ����뾫����������һ���档
����.�жϡ�
����.ȥë�̡�
����.��ϴ��
����.���顣
����.��⡣
·�߷�������
�����. ���졣
��. ��ɰ��
��. �ȴ�����
��. ��ɰ��
��.Ϳ�ᡣ
��.���ߡ�
��. �ֳ����뾫��������һ���档
��. ���ۡ����ۡ��ֽ¡�����Φ52H7�ײ�����1.5 x 45º��
��. �ֳ����뾫����������һ���档
��. ϳ��β���յ��ۡ�
��. ĥ��β���յ��ۡ�
��. �ꡢ���ꡢ�ֽ¡�����2 x Φ12�ס�
����.�жϡ�
����.ȥë�̡�
����.��ϴ��
����.���顣
����.��⡣
2.4 ���շ����ıȽ��������
�����������������շ������ص����ڣ�����һ���ȼӹ���β���յ��ۣ�Ȼ���Դ�Ϊ���ӹ���Φ52H7�������������ȼӹ������棬�ټӹ�Φ52H7�ס�������Ƚϣ����Կ������ȼӹ���β���յ��ۣ�Ȼ���Դ�Ϊ���ӹ���Φ52H7����ʱ��λ�þ��Ƚ��ױ�֤�����Ҷ�λ��װ�еȱȽϷ��㡣
2.5 ��е�ӹ�����������ߴ缰ë���ߴ��ȷ��
������“������ĸ”�������ΪHT15-33��������ë������Ϊ4�����������Ϊ����������������������ë����2�����ȡ�
��������������ԭʼ���ϼ��ӹ����գ��ֱ�Ը��ӹ�����Ļ�е�ӹ�����������ߴ缰ë���ߴ�ȷ�����£�
Ŀ¼
1.����ķ��� 1
1.1 ��������� 1
1.2 ë��������ʽ 1
1.3 ë�����ȳߴ� 1
1.4 ȷ��ë������������ 1
1.5 ȷ����е�ӹ����� 1
1.6 ȷ���������ijߴ�ƫ�� 1
1.7 ��������� 2
2. ���չ����� 3
2.1 ȷ��ë����������ʽ 3
2.2 �����ѡ�� 3
2.3 �ƶ�����·�� 3
2.4 ���շ����ıȽ�������� 5
2.5 ��е�ӹ�����������ߴ缰ë���ߴ��ȷ�� 5
2.6 ȷ������������������ʱ 6
2.6.1 ��ϳ��β 6
2.6.2 ��ϳ��β 6
2.6.3 ϳ�˵��� 6
2.6.4 ��ϳ���� 7
2.6.5 ��ϳ���� 7
2.6.6 �����ĥ��β���յ��ۣ���֤�ֲڶ�Ϊ1.6������Ϊ7�� 8
2.6.7 ���� �� ��Φ52H7�ײ�����1.5×45º 9
2.6.8 ���� �� ��2 × Φ12�� 10
2.6.9 ����� ������ 11
2.6.10 ��.�ж� 13
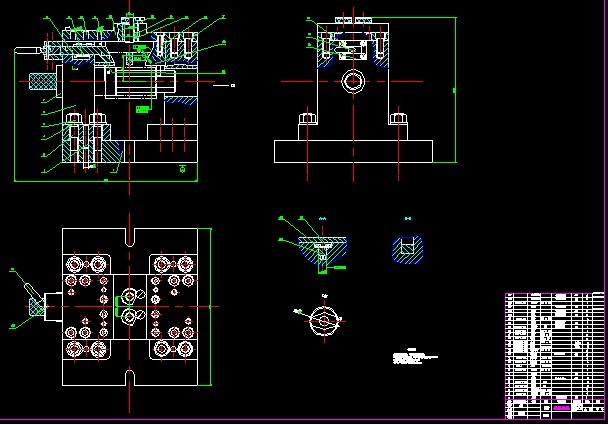
3. �������� 14
3.1 �����о߸��� 14
3.1.1 �� 14
3.1.2 �����оߵĸ��� 14
3.2 �����оߵĹ��� 14
3.2.1 �����оߵ���Ҫ���� 14
3.2.2 �����оߵ������ 14
3.3�����о��ڻ�е�ӹ��е����� 15
3.4 �����оߵ���� 15
3.5 �о���ƵĻ���Ҫ�� 15
3.6 �����оߵķ��� 16
3.7 �����оߵ�����ص�����Ҫ�� 16
3.7.1 �����оߵ�����ص� 16
3.7.2 �����оߵ����Ҫ�� 16
3.8 �о���Ʒ����Ͳ��� 17
3.8.1 �о�ԭʼ���ϣ���ȷ������� 17
3.8.2 �о߽ṹ�ͷ�������� 17
3.9 ��������������� 17
4. �о���ͼ�Ļ��� 19
5. �����оߵķ�չ 20
6.��¼�� 23
6.1 Ӣ��ԭ�� 23
6.2�����: 28
л �� 33
����� 34
6.27���ͼA2.dwg
���չ��̿���Ƭ1.dwg
��е�ӹ������.dwg
ë��ͼA4.dwg
ĥ���о��µ�0��.dwg
��о�0��.dwg
��о߲�ͼ.dwg
���ⱨ��.doc
ǰ��.doc
������.doc
˵����.doc
ժҪ.doc