折弯
冲孔落料复合模.dwg
折弯模.dwg
毕业论文.doc
目录.doc
摘要.doc
本文的课题是电极板的冲压工艺及模具设计,进行了落料—冲孔复合模及折弯单工序模两套模具的设计。文中简要概述了选题的目的、意义、冲压件国内外现状和模具市场发展趋势。对产品进行了详细工艺分析和工艺方案的确定。按照冲压模具设计的一般步骤,计算并设计了这两套模具上的主要零部件。落料—冲孔复合模采用四导柱标准模架,折弯模采用中间导柱圆形标准模架并选用了合适的冲压设备。此外,最后达到设计的模具冲压工艺方案合理,模具结构型式正确。保证了工件上孔和外形的相对位置的准确性,提高了加工精度。如此设计出的结构可确保模具工作运行可靠和冲压产品大批量生产的要求。
关键词:落料-冲孔复合模;单工序折弯模;隔位冲压。
2.模具设计与制造能力状况
在国家产业政策的正确引导下,经过几十年努力,现在我国冲压模具的设计与制造能力已达到较高水平,包括信息工程和虚拟技术等许多现代设计制造技术已在很多模具企业得到应用。
虽然如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。这一些主要表现在高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距。轿车覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。虽然在设计制造方法和手段方面基本达到了国际水平,模具结构周期等方面,与国外相比还存在一定的差距。 标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。 但总体上和国外多工位级进模相比,在制造精度、使用寿命、模具结构和功能上,仍存在一定差距。
汽车覆盖件模具制造技术正在不断地提高和完美,高精度、高效益加工设备的使用越来越广泛。高性能的五轴高速铣床和三轴的高速铣床的应用已越来越多。NC、DNC技术的应用越来越成熟,可以进行倾角加工超精加工。这些都提高了模具面加工精度,提高了模具的质量,缩短了模具的制造周期。
模具表面强化技术也得到广泛应用。工艺成熟、无污染、成本适中的离子渗氮技术越来越被认可,碳化物被覆处理(TD处理)及许多镀(涂)层技术在冲压模具上的应用日益增多。真空处理技术、实型铸造技术、刃口堆焊技术等日趋成熟。激光切割和激光焊技术也得到了应用。
1.2工艺方案的确定
1.2.1 Q235的性能
Q235经退火处理后,其抗剪强度为260~360MPa,其抗拉强度为330~450 MPa,其伸长率为32%,其屈服点为200 MPa,适合于做冲压材料。
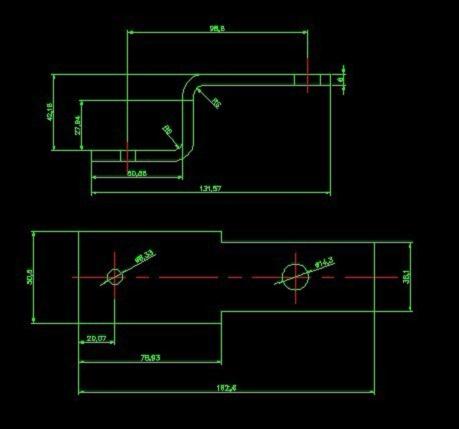
图1—1 电极板:材料Q235 生产批量 大批量
1.2.2 方案确定
方案一:冲孔—落料—弯曲
方案二:落料,冲孔(复合)—弯曲
方案三:落料,冲孔(连续)—弯曲
方案一:单工序模,先冲孔再落料保证一定的精度,但主要适用于生产量较小或单件生产,生产率较低,且多了一模具,生产周期长。 方案二:避免了多次定位的结构,并在冲裁过程中可以压料,工件较平整,较单工序模缩短生产周期。
方案三: 根据生产量,模具可以采用复合模和连续模,但是连续模的结构复杂,对制造精度的要求高,连续模与复合模比较生产周期长,成本高,维护也困难。
经过比较分析电极板的模具设计采用方案二。
1.2.3 有关设计
电极板由落料冲孔和弯曲两工步成型,需要设计落料冲孔复合模和弯曲成型模。
电极板生产过程要求模具的结构简单,生产率高,将两副模具即落料复合模和弯曲模均设计成一模一腔。复合模设计成先落料再冲孔的结构,采用正装结构,废料落在凹模上,内孔不积存废料,胀力小,为节约材料凸凹模的最小壁厚取值要小;压弯时,毛坯可能会偏移,设有压料装置,弯曲后零件可能留在凸模上也可能留在凹模上要求有卸料和推件装置。
目录
摘要 Ⅰ
Abstract Ⅱ
第1章 绪论 1
1.1冲压工艺概述 1
1.1.1 冲压工艺简介 1
1.1.2 冲压模具的发展 2
1.2工艺方案的确定 4
1.2.1 Q235的性能 4
1.2.2 方案确定 4
1.2.3 有关设计 5
第2章 复合冲压模具设计与计算 6
2.1 冲裁件的工艺设计 6
2.1.1冲裁件的工艺性分析 6
2.1.2 确定工艺方案及模具形式 6
2.2毛坯尺寸的计算 6
2.3凹凸模间隙的选择 7
2.3.1冲裁间隙的分类 7
2.3.2 冲裁间隙对冲裁件的影响 7
2.3.3 间隙对尺寸精度的影响 7
2.3.4 间隙对冲裁力的影响 8
2.3.5 间隙对模具寿命的影响 8
2.3.6 确定合理间隙的理论依据 8
2.3.7合理间隙的选择 9
2.4凹凸模制造方法及刃口尺寸的计算 9
2.4.1凹凸模的制造方法 9
2.4.2凹凸模刃口尺寸的计算 9
2.5排样 13
2.5.1排样的意义 13
2.5.2排样的方法 14
2.5.3搭边、进距、材料利用率的计算 15
2.6冲裁力的计算及选择压力机 18
2.6.1冲裁力的计算 18
2.6.2选择压力机 22
2.7冲裁模主要零件的设计 23
2.7.1凹模设计 23
2.7.2 凹凸模设计 25
2.7.3冲孔凸模的设计 26
2.7.4定位零件的确定 28
2.7.5卸料与推料装置 28
2.7.6模座、导向零件 30
2.7.7连接与固定零件 30
2.8复合冲裁零件材料及其热处理硬度 31
第三章 弯曲工艺设计 32
3.1 工艺性分析 32
3.1.1弯曲半径校核 32
3.1.2 弯曲方案确定 33
3.2预弯模设计 34
3.2.1弯曲力的计算与压力机的选择 34
3.2.2确定弯曲件回弹角 35
3.2.3 模具工作部分设计 35
3.2.4 模架的选择 37
3.2.5 定位与卸料装置 37
3.2.6 压料装置 38
3.2.7 折弯模零件材料及热处理硬度 38
第4章 结论 39
参考文献 40