1��ģ�����ϵ�ȷ��
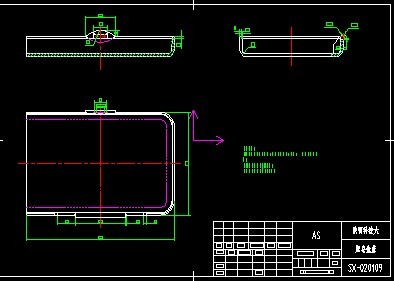
������1.1��������Ʒ��״����;
�Ÿ��ܼ�Ϊ����ľߺ��ϸǣ�Ҫ��һ�㾫��MT3�������ͺ������Ʒ���мӹ�
������������Ϊ��������Ʒ����Ĺ����ȣ�����DZ��ʽ����
������������Ϊ�˷���ӹ����ȴ��������������Ƹ�ƽ���ڲ���һ�������ڲ��
������1.2��ȷ��ģ����ǻ������ѡ��ģ��
�����������Ÿ����Ƽ�����״�ͽṹ����ĿҪ��ȷ��Ϊһģ��ǻ
������������ȷ��ע��ģ��ģ�ܵ������ʽ
�����������Ǹ����Ƽ��Ľṹ��״����ǻ����Ŀ��ѡģ��
���� B×L=250×400
��A=40 B=50 C=80
��H=75+A+B+C
������1.3���˽������֬������ѡ���ܼ��IJ���
����ľߺ��ϸ�Ϊ��ɫ���Ƽ�����ѡ����Ϊ�۱�ϩ��PP�����л�������PMMA���� �۱���ϩ��PS��������ϩ-��ϩ�棨AS�������ֲ��ϵ����ʼ���;���£�
�ž۱�ϩ��PP��
�١��ſ�
�۱�ϩ��20����50���ĩͶ�빤ҵ������������ԭ�����ģ��۸��
��;�㷺��������ɫ������һ������ĸ��������������߾��
�ڡ��۱�ϩ����ʹ������
���������ܣ�
�۱�ϩ��Խ�Ľ�����ܣ���ˮ�ԣ���ѧ�ȶ��ԣ����ڳ��ͼӹ�����ˮ�ᣬ��еǿ�Ƚϸߣ�������ϸߣ�����Ӳ�ȼ������Ժõ���ĥ�Բ���������ʽϴ��³ɴ��ԣ��������У�����������Ӱ����ϻ���
��;��
����������̵�����С�Ǽܡ���Ƶ����������������Ԫ�����������������֣�����ý����ȡ�
�ۡ��۱�ϩ�ij�������
����������a����ʪ�Ժã����ܷ����������ѣ������ڽ�������Ӵ��������ֽ⣻
����������b�������Ժã����ڳ��ͣ����ֵ��0.03�L���ң�
����������c����ȴ�ٶȿ죬��ȴϵͳ�뽽עϵͳӦɢ�Ȼ�����
d�����������ʷ�Χ�������ʴ��������ס����ۡ����Ρ�����������ǿ��
����e��ע����Ƴ����¶ȣ����µ�ʱ���������ԣ������ǵ��¸�ѹʱ�����ԣ�
ģ����50º����ʱ�ܼ��������ײ����ܽⲻ�������ۣ���90º������ʱ�����������Σ�
����������f���ܼ�Ӧ�ں���ȣ�����ȱ�ںͼ�ǣ��Է�ֹӦ�����С�
�������������������PMMA��
�����������л�����ʹ������
�������������ܣ�
���Լ��ã���ѧǿ�ȼ��ߣ���һ�������ȡ��ͺ����ͺ���ʴ�ԡ���Ե�����ã��ۺ����ܺá����ʴ࣬�������л��ܼ�����������ϣ������Ӳ���Եͣ��ײ�ë
������������;��
���������� ����������Ե�������ǿ��һ������
�����������������������
�������� a����ʪ�Ժܵͣ�����������С���ߴ��ȶ��Ըߣ����Ҹ��Լ��ͳ����ܺã�
����������b���������Եͣ�����Ӳ�Ȳ��ߣ�
c���л����������ȶ��Բ�����ȴ�һ�㳣�����ȳ��͡�������ע
�ܵȡ�
�����������Ǿ۱���ϩ��PS��
�پ۱���ϩʹ������
������:
���Ե����������ɫ���������ʽ������л���������ɫ�ԡ���ˮ�ԡ���ѧ�ȶ������ã���еǿ��һ�㣬���Դ࣬�ײ���Ӧ�����ѣ����ͱ������͵��л��ܼ���
��;��
����������Ե���Ƽ���װ�μ�����ѧ��������ѧ���������
�ھ۱���ϩ��������
a���������ϣ���ʪ��С�����˷ֽ⣬�Դ����ѣ�������ϵ�����ײ���Ӧ�����ѣ�
b�������Ժã����ڳ��ͣ����ֵ��0.03�L���ң�
c���ܼ��ں���ȣ�������Ƕ����ȱ�ڡ���ǣ�����ӦԲ�����ӣ�
d�������ݸ˺�ע��ʽע����ӹ����������ֱͨʽ������ʽ��
e�����ø����¡���ģ�¡���ע��ѹ�����ӳ�ע��ʱ�������ڽ�����Ӧ������ֹ���ס����Σ������¸��׳�����˿�����µͻ���ģ���������Բ
f�����ø�����ʽ���Ͽڣ����Ͽ����ܼ�ӦԲ�����ӣ���ֹȡ����ʱ���ܼ�����ģб��Ӧȡ2º���ϣ��Ƴ������Է�ֹ��ģ�����������ѡ����Σ������Ƚ���ϵͳ��
�����������ȱ���ϩ-��ϩ��AS��
��ASʹ������
������ ����:
���ǿ�ȱȾ۱���ϩ�ߣ����ȡ����͡���ʴ�Ժã�����ģ��Ϊ�������������Ͻϸߵ�һ�֣����кܺõ���ijЩʹ�۱���ϩӦ�����ѵ�����
��;��
�㷺�����������͡����ȡ��ͻ�ѧ��ʴ���������Ѷ�DZ��Ľṹ���
��AS��������
a���������ϣ���ʪ�Ժܴ����ȶ��Ժã����˷ֽ⣻
����b�������Ա�AS�ã����˳��ɱߣ�
����c���������ƣ��ܼ�Ӧ�����ǡ�ȱ�ڡ��������ȡ���ģб��Ӧȡ��㡣
�������� �ɲ��ϵ�ѡ��
�������Ƽ�Ϊ����ľߺ��ϸǣ�����ʹ�����ԡ���ֵ�����������Ͽ��ǣ�������������ѡ�����͡����ȡ��ͻ�ѧ��ʴ�������Ժõ�AS���������ϡ�
�ɡ��й�ģ����ƴ�䡷P43�� AS���ϳ�������
����ע����������� �ݸ�ʽ
��������ܶ� /��g/�M³�� 1.04��1.08
�����¶� /�� 170��180
����ģ���¶� /�� 50��80
��������������/% 0.3��0.8
����ģ���¶� /�� 50��80
����ע���ѹ��/Mpa 60��100
��������ע������� �ݸ�ʽ������ʽ
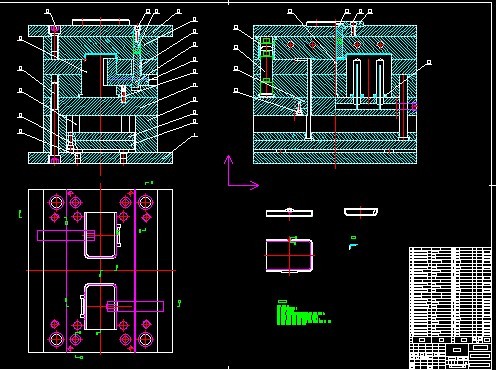
������ 1.4��������ƽ�עϵͳ�Ľṹ�ͳߴ�
������������ȷ��������
�����ֿ�ģ��ȡ���ܼ����棬ͨ��Ϊ�����档ע��ģ������һ�����������棬�������λ���д�ֱ�뿪ģ����ƽ���뿪ģ�����Լ���б�뿪ģ�����֣����������װ��ƽ�������ȡ�ȷ��������ʱӦ�������¼��㣺
�ܼ�����ǻ�з���λ�õ�ȷ��
�����ܼ���ģ����ȡ��ʱ��һ�����һ����ע�ܻ���ģ�˶�����ֱ�ķ����棬����ʱ�跨�����뿪ģ����ֱ����б�IJ�����ͺͲ����о��
��������״��ȷ��
������������ע�ܻ��Ŀ�ģ����ֱ�������ڽ�����ģ��ȡ���Ƽ���
������λ�õ�ѡ��
�����ڿ����Ƽ�����������ĵط�����ʹ�Ƽ�˳���Ĵ���ǻ���ѳ�����Ӧ�������漸��Ҫ�أ�
��Ϊ�����治�ɱ���Ļ����ܼ����������Ϻۼ�����ƴ�ϲ�ȷ�ĺۼ����ʷ�������ò�ѡ����Ʒ����ƽ�����Բ����ת�Ǵ���
���Ƽ����Ƴ�װ�����÷��濼�ǣ�������Ҫ�����ܵ�ʹ�Ƽ����ڶ�ģһ�ߣ������Ƴ���������ƣ�
�ӱ�֤�Ƽ���ز�λ��ͬ�Ķȳ�����ͬ�Ķ�Ҫ��ߵ��Ƽ���ȡ������ʱ��ð�Ҫ��ͬ�ĵIJ��ַ���ģ�߷������ͬһ�ࣻ
�в఼�Ͳ���Ƽ���ȡ������ʱӦ���ȿ��ǽ���о����;��볤��һ�߷��ڶ�����ģ�Ŀ�ģ�����ϣ������̵�һ����Ϊ������ͺͳ�о��
���������������������������ܼ��������洦������ͼ��
���������������������
������………��
ժ Ҫ………��
�������� ��………��
����ģ�����ϵ�ȷ………��
�������� 1.1��������Ʒ��״����;……1
����������1.2��ȷ��ģ����ǻ������ѡ��ģ��…1
����������1.3���˽������֬������ѡ���ܼ��IJ���……1
����������1.4��������ƽ�עϵͳ�Ľṹ�ͳߴ�4
����������1.5��ѡ��ע�ܻ�…5
����������1.6��ѡ�ñ�ģ��7
2��ģ����ע�ܻ��йز����ĽϺ�…9
����������2.1���ղ����ĽϺ�9
����������2.2��ģ�г̵ĽϺ�10
����������2.3ģ����ע����ϵİ�װ�Ϻ�……10
3��עϵͳ�����………10
����������3.1�����������Ͼ������10
����������3.2�����������12
����������3.3�������………13
������4�������㲿�������…14
������ 4.1�����㲿���Ľṹ���…14
������ 4.2������ʽ��ѡ��14
������ 4.3��ǻ����о�����ߴ��ȷ��……15
������ 4.3.1��ģ����ߴ�……16
������ 4.3.2��ģ���16
������ 4.3.3��о����ߴ����16
������ 4.3.4��о�߶ȼ���……17
5����ģ����λ���������…17
5.1����ṹ���������……17
������ 5.2���������……18
������ 5.3���͵����…18
������6���ܼ���ģ�������…19
������7������������о�������……19
������8��ģ�µ���ϵͳ���…21
������9��ģ�߲��ϵ�ѡ��…24
�������� л………27
�������ο�����……28
��ҵ���װ��ͼ22222.exb
����.exb
����.exb
��ģ�װ�A3.exb
��ģ��A3.exb
��ģ�װ�A3.exb
���ͼ1.exb
ƽ���Ƹ�.exb
��1��A3.exb
�ư�̶���A3.exb
�Ƽ���A3.exb
����.exb
װ��ͼ.exb
����ľߺ��ϸ�ע��ģ���.doc
ע��˵����.doc