论文25页,6000余字,CAD图9张
目 录
第一部分:设计任务书…………………………………………………(2)
第二部分:设计过程……………………………………………………(4)
① 冲压工艺分析……………………………………………(4)
② 冲压工艺方案确认……………………………………(4)
③ 主要设计计算……………………………………………(5)
④模具总体设计……………………………………………(12)
⑤主要零件设计……………………………………………(13)
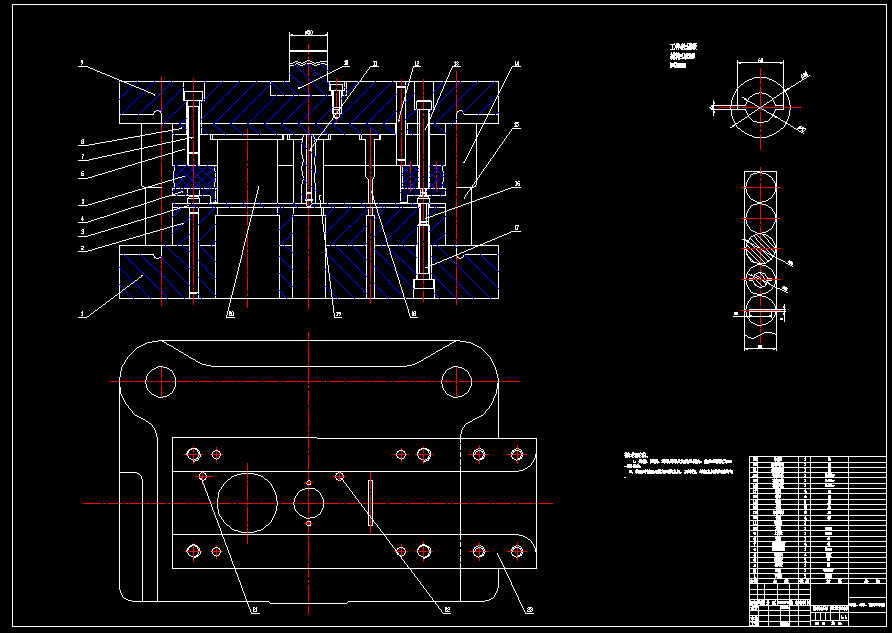
⑥模具总装图………………………………………………(18)
⑦冲压设备选定……………………………………………(19)
⑧模具零件加工工艺……………………………………(19)
⑨模具装配…………………………………………………(22)
第三部分:设计总结…………………………………………………(24)
第四部分:参考资料……………………………………………………(25)
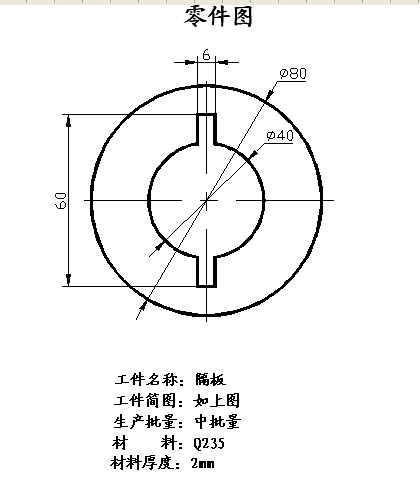
一、冲压件工艺性分析:
此工件冲槽、冲孔、落料三个工序。 材料为Q235钢,具有良好的冲压性能,适合冲裁。工件结构相对简单,有一个长60mm,宽6 mm的槽和1个φ40mm的孔;孔与孔、孔与边缘之间的距离也满足要求,最小壁厚为10mm(槽与φ80mm外圆之间的壁厚)。工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。
二、冲压工艺方案的确定:
该工件包括冲槽冲孔落料、三个基本工序,可有以下三种工艺方案:
方案一:先落料,后冲孔-冲槽。采用单工序模生产。
方案二:落料-冲孔-冲槽复合冲压。采用复合模生产。
方案三:冲槽-冲孔-落料级进冲压。采用级进模生产。
方案一模具结构简单,但需三道工序三副模具,成本高而生产效率低,难以满足中批量生产要求。方案二只需一副模具,工件的精度及生产效率都较高,但模具制造难度大,并且冲压后成品件留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。方案三也只需一副模具,生产效率高,操作方便,工件精度也能满足要求。通过对上述三种方案的分析比较,该件的冲压生产采用方案三为佳。
三、主要设计计算
(1)、排样方式的确定及其计算:
设计级进模,首先要设计条料排样图。隔板的形状具有圆形的特点,直排时材料利用率较高,应采用直排,如图下图所示的排样方法。条料宽度83mm,步距离为81.2mm,一个步距的材料利用率为78%。工件排样根据落料工序设计,考虑操作方便及模具结构简单,故采用单排排样设计,采用手工送料,采用导料板导料、挡料销挡料。由表2—10(见冲模工艺与模具设计一书)查得 ,
那么:条料的宽度:B=80+2a1=83mm
条料的步距:S=80+a=81.2mm
导料板的导料尺寸: =B+ =83+1=84mm(采用无侧压装置,条料与导料板间间隙 =1
冲裁单件材料的利用率计算: