数控机床加工工艺与普通机床加工工艺在原则上基本相同,但数控加工的整个过程是自动进行的。数控加工的工序内容比普通机床的加工的工序内容复杂。这是因为数控机床价格昂贵,若只加工简单的工序,在经济上不合算,所以在数控机床上通常安排较复杂的工序,甚至是在通用机床上难以完成的那些工序。数控机床加工程序的编制比普通机床工艺规程编制复杂。这是因为在普通机床的加工工艺中不必考虑的问题,如工序内工步的安排、对刀点、换刀点及走刀路线的确定等问题,在数控加工时,这一切都无例外地都变成了固定的程序内容,正由于这个特点,促使对加工程序的正确性和合理性要求极高,不能有丝毫的差错,否则加工不出合格的零件。
关键词:轴类零件;数控车削;工艺设计
目录
摘要 1
概述 5
1.零件工艺分析 6
1.1 零件1工艺分析 6
1.2 零件2工艺分析 7
1.3 零件3工艺分析 8
1.4工艺分析 9
1.5内外锥配合件零件的结构特点和技术要求分析 10
1.6内外锥配合件毛坯的选择 11
1.7内外锥配合件的加工工艺分析 11
2、 加工方法的选择 13
2.1 确定加工方法 13
2.2毛坯的确定 14
2.3毛坯的选择 15
3 夹具的选择 17
3.1 常见的装夹方式 17
3.2夹具的确定 18
4 刀具的选择 19
4.1选择数控刀具的原则 19
4.2 选择数控车削用刀具 20
4.3刀具材料分析与选择 21
5 工艺路线 22
5.1 工序的划分 22
5.2 加工顺序安排 24
5.3 工艺路线的拟定 24
6 切削参数的选择 26
6.1 切削用量 26
6.2 切削用量的选择 26
6.3 三角螺纹的切削 28
7 数控程序仿真 28
8 废品分析及问题的解决 30
8.1影响加工精度的因素 30
8.2 加工误差分析 31
8.3 造成废品的原因 32
结 论 34
致谢 35
参考文献 36
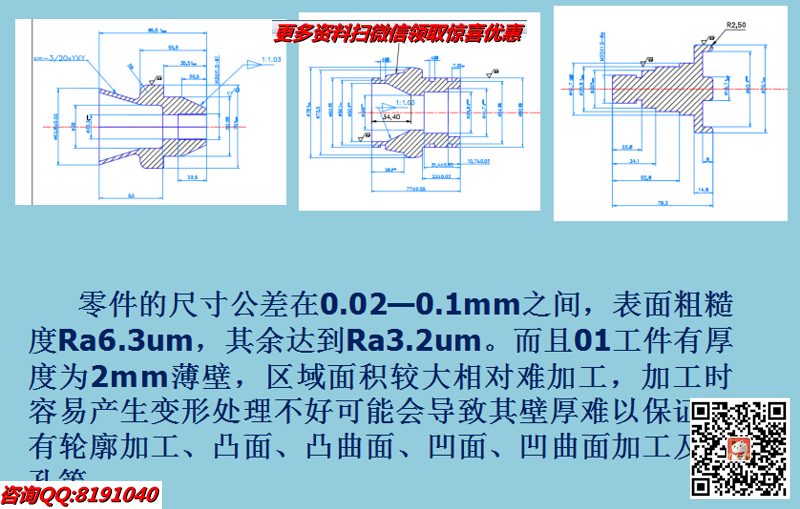
内外锥配合件零件的结构特点和技术要求分析
根据零件图所示,零件为某机器的轴类零件,属于中等生产规模,零件的材料为硬铝,一般来说,轴类零件的结构较复杂,其加工表面主要为锥面和套。对轴类零件的技术要求分析应针对平面和孔的技术要求进行分析。
1.零件精度要求
内外锥配合件零件的设计基准一般基孔制的,本轴类零件同样是基孔制的,我们先把带有锥面的孔先加工出来,看尺寸是否控制在要求以内。而后是对轴的加工,首先应该考虑的是和孔的配合时那种配合,是过渡还是过盈配合。
2、 孔的技术要求
为保证孔与轴回转精度符合要求,孔的尺寸精度IT7,孔的几何形状误差控制在尺寸公差范围之内。为保证装配时的配合精度,孔轴线间的尺寸精度、孔轴线间的平行度、同一轴线上的误差和孔与轴的同轴度的误差,均有较高的精度要求。
3、表面粗糙度
主要孔的内表面和轴外表面的粗糙度会影响到连接面的配合性质或接触刚度,此零件主要孔的粗糙度为1.6μm。
1.6内外锥配合件毛坯的选择
毛坯为为φ70*150mm的硬铝棒。轴外表面的精度通过调整切削余量来保证精度。内表面的精度同样也是调整切削余量和多次测量来保证。