在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词 工序 工艺 定位方案
目 录
摘 要 Ⅰ
Abstract Ⅱ
第1章 绪论 1
1.1选题的意义 1
1.2夹具的发展方向 1
1.3本章小结 3
第2章 拨叉的加工工艺规程设计 4
2.1零件的分析 4
2.1.1零件的作用 4
2.1.2零件的工艺分析 4
2.2确定生产类型 5
2.3确定毛坯 5
2.3.1确定毛坯种类 5
2.3.2确定铸件加工余量及形状 5
2.3.3绘制铸件零件图 6
2.4工艺规程设计 7
2.4.1选择定位基准 7
2.4.2制定工艺路线 8
2.4.3选择加工设备和工艺设备 10
2.4.4机械加工余量、工序尺寸及公差的确定 10
2.5确定切削用量及基本工时 11
工序10:粗铣Φ25H7的两端面 11
工序20:钻、扩、铰Φ25H7通孔 12
工序30:粗镗下端Φ60H12孔 16
工序40:半精镗下端Φ60H12孔 16
工序50:粗铣a、b面 17
工序60:钻Φ20.50孔 19
工序70:攻M22×1.5螺纹 21
工序80:粗铣16H11槽 21
工序90:精铣16H11槽 22
工序100:铣断Φ60H12孔 23
工序110:粗铣Φ60H12孔两端面 24
工序120:精铣Φ60H12孔两端面 25
2.6本章小结 26
第3章 专用夹具设计 27
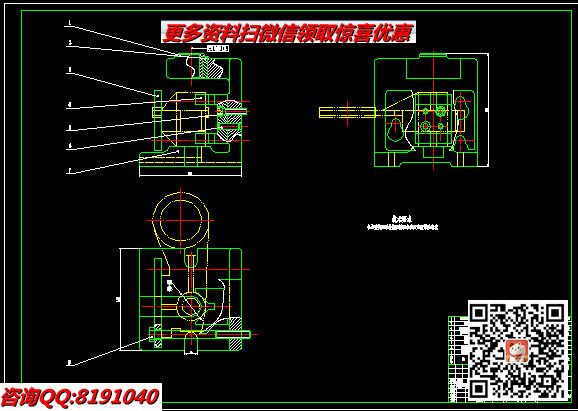
3.1镗孔夹具设计 27
3.1.1问题的提出 27
3.1.2夹具的设计 27
3.2钻孔夹具设计 30
3.2.1问题的提出 30
3.2.2夹具的设计 30
3.3本章小结 32
结论 34
致谢 35
参考文献 36
题目所给的零件是CA6140车床拨叉,拨叉是一种辅助零件,通过拨叉控制滑套与旋转齿轮的接合。滑块上面有凸块,滑块的凸块插入齿轮的凹位,把滑套和齿轮固连字一起,使齿轮带动滑套,滑套带动输出轴。摆动拨叉又可以控制滑套与不同齿轮的结合与分离,达到换挡的目的,分析这种动力联接方式可知车换挡时要减速,这样可以较少滑套与齿轮的冲击,延长零件的使用寿命。
零件的材料为HT200,灰铸铁属于脆性材料,故不能锻造和冲压,但灰铸铁的铸造性能和切削加工性能优良。以下是拨叉需要加工的表面以及加工表面之间的位置要求:
CA6140车床拨叉的工艺分析
CA6140车床拨叉共有以下几处加工表面,其间有一定位置要求。