第一部分:工艺设计说明书
一、零件的工艺性分析
二、确定毛坯,画毛坯——零件合图
三、机械工艺路线的确定
四、主要工序尺寸及其公差的确定
五、设备及其工艺装备的确定
五、切削用量及工时定额的确定
第二部分:夹具设计说明书
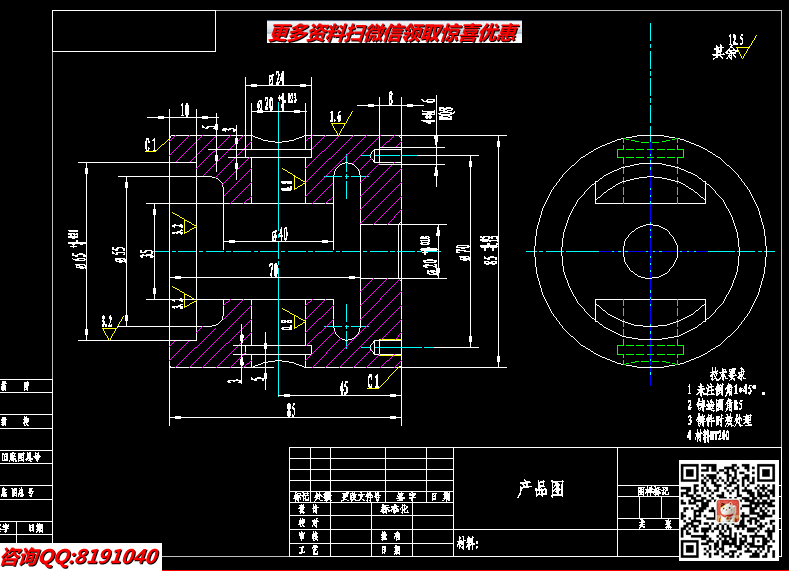
十字头零件是机械中常见的一种零件,它的应用范围很广。由于它们功用的不同,该类零件的结构和尺寸有着很大的差异,但结构上仍有共同特点:零件的主要表面为精度要求较高的孔、零件由内孔、外圆、端平等表面构成。
1.2零件图纸分析:
由零件图可知,该零件形状较为复杂、外形尺寸不大,可以采用铸造毛坯。由于该零件的两个φ20孔要求较高,它的表面质量直接影响工作状态,通常对其尺寸要求较高。一般为IT5-IT7。加工时两φ20孔的同轴度应该控制在0.01mm。φ85外圆的尺寸它直接影响孔在空间的位置,加工时可以将其加工精度降低,通过装配来提高精度。
1.3主要技术条件:
1.孔径精度:两φ20孔的孔径的尺寸误差和形状误差会造的配合不良,因此对孔的要求较高,其孔的尺寸公差为IT7
2.主要平面的精度:由于φ85外圆接影响联接时的接触刚度,并且加工过程中常作为定位基面,则会影响孔的加工精度,因此须规定其加工要求。
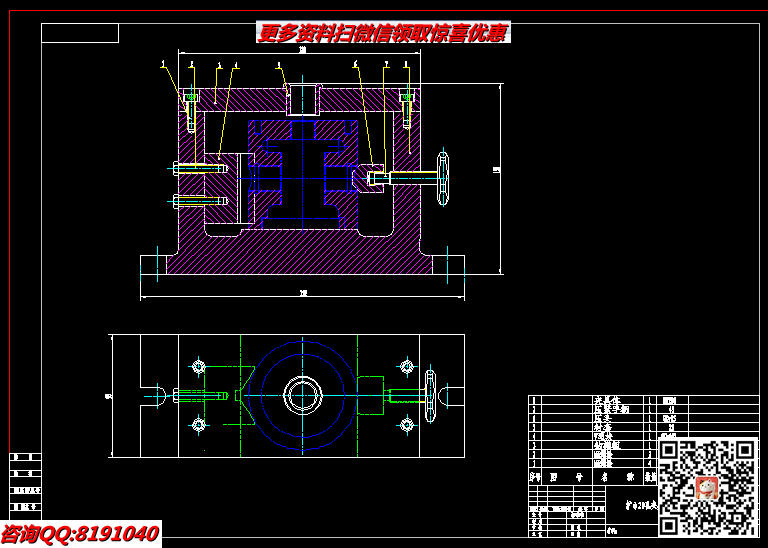
夹具的种类很多,有通用夹具,专用夹具和组合夹具等,本夹具是用来车削粗车和半精车轴的外圆,由于本零件比较特殊,为了使定位误差为零 ,我们设计基准为轴顶尖位置,作为主要的基准。在刀具方面我们选用硬质合金车刀刀具加工。
确定定位方案,设计定位元件:
工件上的加工为车削轴的外圆,故应按完全定位设计夹具,并力求遵守基准重合原则,以减少定位误差对加工精度的影响,所以根据轴本身的加工特点来选择定位的方式。我们选择用两边的顶尖夹紧,来实现定位加工。
夹紧力计算:
计算夹紧力时,通常将夹具和工件看成是一个刚性系统。本工序在车削加工过程中切削力为圆周切削分力,因此,在计算夹紧力时可以不计算径向切削分力和轴向切削分力。为保证夹紧可靠,应将理论夹紧力乘上安全系数作为工件加工时所需要的夹紧力