摘要
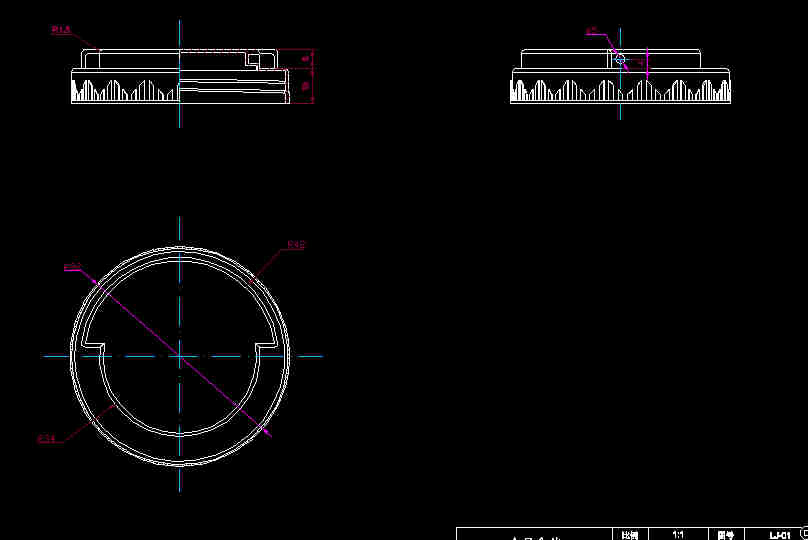
5.2.1 成型塑件侧壁部分槽宽的尺寸计算
已知聚丙烯平均收缩率Scp为0.02。
LM=[Ls+LSSCP- ]+
式中 LM—槽宽(mm)
Ls—塑件侧壁厚度(mm)
Scp—平均收缩率
—塑件公差(mm)
Ls=1.30- =1.30- =1.18 mm
LM=1.18+1.18×0.02- ×0.24=1.02 mm
模具型腔按IT11级精度制造, =0.06 mm
所以 槽宽 LM=1.02+0.06 mm
5.2.2 侧壁槽深尺寸计算
HM=[HS+HsScp- ]+
式中 HM—槽深(mm)
Hs—塑件侧壁高度(mm)
Hs=7.20- =7.20- =7.04 mm
HM=7.04+7.04×0.02- ×0.32=6.97 mm
模具型腔按IT11级精度制造, =0.09mm
所以 槽深 HM=6.97+0.09 mm
5.2.3 型腔板厚度计算
本塑件为片状薄壁塑件,型腔为整体矩形型腔,易发生翘曲变形,因此型腔板厚度按刚度条件计算。
计算公式为:
hs≥ 1/3
式中: hs—型腔板厚度(mm)
C1—系数
p—型腔压力(MPa)
L2—短边长度(mm)
E—模具材料的弹性模量(MPa)
—刚度条件,即允许变形量(mm)
查得: C1=0.0277 E=2.1×105MPa =0.04mm
将各数据代入公式得: hs≥4.3mm
而实际 hs=30mm 故满足条件。
5.2.4 型腔板侧壁厚度计算
由于侧壁厚度非本设计主要矛盾,故取经验尺寸即可。
5.2.5 两小型芯之间中心距尺寸计算
由于中心距取等值公差,故制件或模具的名义尺寸即平均尺寸。
LM=[Ls+ScpLs]±
按IT11级, =0.16
LM =[150+0.02×150] ± 0.16
=153±0.08 mm
其他尺寸可按同样方法计算求得,具体过程从略。
5.3 排气方式设计
当塑料注入型腔时,如果型腔内原有气体、蒸汽等不能顺利地排出,将在制品上形成气孔、银丝、灰雾、接缝、表面轮廓不清、型腔不能完全充满等弊病,同时还会因为气体压缩而产生高温,引起流动前沿物料温度过高,黏度下降,容易从分型面溢出,发生飞边,重则灼伤制件,使之产生焦痕。
本塑件为小型塑件,且不须采用特殊的高速注射,故利用分型面和26根推杆的配合间隙排气即可。
5.4 脱模机构设计
鉴于本塑件有许多小槽,其在型腔板上的附着力不同,故采用推杆脱模,通过调整推杆的布置使塑件受力均匀,以免损坏。
本模具采用回程杆复位。
5.5 侧抽芯机构的设计
本塑件的卡紧装置有侧凸和侧凹,且均较小,所学抽芯距不大,故采用斜滑杆抽芯。为防止脱模时滑座与动模底板相碰,没有限位螺钉。另外,内侧抽芯斜滑块的端面应低于塑件的下端面0.05~0.10mm,以免斜滑块端面陷入塑件底部。在推出塑件时阻碍斜滑块的横向移动。
抽拔距的校核:
已知所需抽拔距为S=1mm,为加工方便,暂定斜滑块的倾斜角
= ,故最小开模行程为:
H=S×ctan
=1×ctan
=8mm
而实际开模行程大于8mm,故满足要求。
5.6 合模导向机构设计
导向机构主要由于保证动模和定模两个部分或模内其他零部件的准确对和,其定位和定向作用。本模具采用导柱导向机构,导柱数量为4根。
5.7 冷却系统设计
注塑模具型腔壁的温度高低及其均匀性对成型效率和制品的质量影响很大。影响冷却效果的因素很多,也很复杂。
5.7.1 冷却时间的计算
本塑件材料为聚丙烯,其冷却时间计算公式为:
=0.3785t2
式中: —塑件所需冷却时间(s)
t—塑件侧壁厚度(mm)
Tm—塑件的初始成型温度(℃)
Tw—模具温度(℃)
已知: t=1.30mm Tm =200℃ Tw= 40℃
代入计算得: =2.4 s
设取模时间为30 min,则成型周期为30+2.4+2.3=34.7 s
5.7.2 冷却参数的计算
(1) 传热面积的计算
如果忽略模具因空气对流、热辐射与注射机所散失的热量,假设塑料熔体在模具内释放的热量全部由冷却水带走,则模具冷却时所需冷却水的体积流量可按下式计算:
V=
式中: V—冷却水的体积流量(m3/min)
G—单位时间内注入模具内的塑料熔体的质量(kg/h)
—塑料成型时在模具内释放的热含量(J/kg)
C—冷却水的比热容[J/(kg?K)]
—冷却水的密度(kg/m3)
t1—冷却水的出口温度(℃)
t2—冷却水的进口温度(℃)
可查得: =5.9×105 J/kg C=4.2×103 J/(kg?K) =1000 kg/m3
设冷却水出口温度t1=25℃ 进口温度t2=21℃
根据成型周期可求得G=9.337kg/h
代入公式得:V=5.5×10-3 m3/min
查表:冷却水的最低流速为1.66m/s,则冷却水孔的直径取10mm。
冷却水孔总传热面积A由下式计算:
A=
式中: A—冷却水孔总传热面积(m2)
G—单位时间内注入模具中的塑料质量(kg/h)
—塑料成型时在模腔内释放的热量(J/kg)
Tw—模具温度(℃)
T —冷却水的平均温度(℃)
已知: Tw=40℃ T =23℃
代入公式得:A=0.09 m2
(2) 冷却水孔总长度计算
由于传热面积A= dL
式中:L—冷却水孔总长度(m)
则:L= =2.8 m
(3) 冷却水孔数目计算
每根水孔的长度为0.22m,则冷却水孔数目n= =12.7
取n=13
冷却回路采用最简单的直流冷却回路即可。
目 录
1 前言……01
1.1 本研究领域的现状和国内外发展趋势 …01
1.1.1概述 ……………………………01
1.1.2国外的发展情况 ……………………01
1.1.3国内的发展情况 ……………………02
1.2 本课题的研究内容.要求.目的及意义……02
1.2.1本课题的研究内容 …………………02
1.2.2本课题的研究要求 …………………02
1.2.3本课题的研究目的 …………………03
1.2.4本课题的研究意义 …………………03
2 设计部分 04
2.1 塑件分析 ……………………………04
2.2 塑料材料的成型特性 ……………………04
2.3 设备的选择 …………………………05
2.3.1塑件的体积 ………………………05
2.3.2锁模力的校核 ………………………07
2.3.3开模行程的校核 ……………………08
2.4 浇注系统的设计 …………………………0
2.4.1主流道的设计 ………………………08
2.4.2分流道的设计 ………………………09
2..4.3冷料穴的设计 ………………………
2.4.4设计所用的浇口形式 ………………10
2.4.5分型面的设计 ………………………10
2.4.6排气槽的设计 ………………………11
2.5 成型零部件的设计和计算 ………………11
2.5.1成型零部件的设计 …………………
2.5.2成型零件工作尺寸的计算 …………11
2.5.3型腔壁厚的计算 ……………………1
2.6 脱模机构的设计 …………………………1
2.6.1脱模阻力的计算 …………………15
2.6.2脱模机构的设计 …………………15
2.7 脱螺纹机构的设计 ………………………1
2.7.1脱螺纹的形式 ……………………16
2.7.2旋转脱螺纹扭距的计算 ……………16
2.7.3对主流道凝料能否脱出的校核 ……17
2.7.4止转装置的设置 ……………………1
2.7.5驱动装置和传动装置的设计和计算 18
2.8 合模导向装置的设计 ……………………21
2.8.1顶出系统的导向 ……………………2
2.8.2成型零件的导向及定位 ……………22
2.9 温度调节系统的设计和计算 ……………22
2.9.1冷却系统的设计 …………………23
2.9.2模具冷却时间的计算 ………………24
2.9.3冷却参数的计算 ……………………2
2.10 支承与连接零件的设计与选择…………25
2.10.1非标零件的设计……………………27
2.10.2标准零件的选取……………………28
3 设计说明与结论……………………………
4 结束语…30
参考文献……31
[附]外文资料