本次毕业设计任务是完成三通管零件的一模二腔注塑模具设计。根据塑件的结构、技术要求及企业生产的实际情况,以及应用二维设计软件CAD、三维设计软件Pro/E进行了三通管注射模设计。并对零件结构工艺性和制品材料进行了分析,计算了成型零部件的尺寸。在此基础上确定了分型面、浇注系统和注射机的选择,并给出了相关工艺参数。为使设计出的模具结构合理,工作可靠,本设计利用直导柱导向,推杆顶料,斜导柱抽芯方式。根据所选模具材料及相关计算公式,最后对模具结构与注射机的匹配进行了校核。
关键词 三通管;注塑模;抽芯机构
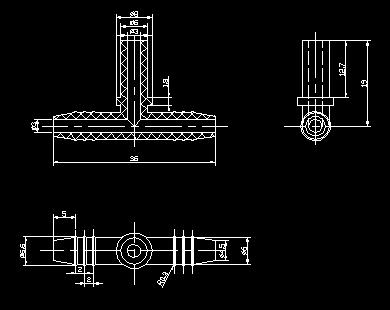
2.1塑件设计要求
塑件表面质量包括有无斑点,条纹,凹痕,起泡,变色等缺陷;分型面选择不能有损美观;不能出现接痕;色泽一致,外形圆整无缺陷。
2.2塑件的体积与重量
由PRO/E建模分析得(材料密度取 ):
总体积V=1.1417cm ;
总质量M=1.199g;
2.3材料的特性
2.3.1 ABS的化学物理性能
①一般性能 ABS的外观为不透明呈象牙色的粒料,其制品可着成各种颜色,并具有90%的高光泽度。ABS的相对密度为1.05,吸水率低。ABS同其它材料的结合性好,易于表面印刷、涂层和镀层处理。ABS的氧指数为18.2,属易燃聚合物,火焰呈黄色,有黑烟,烧焦但不滴落,并发出特殊的肉桂味。
②力学性能 ABS有优良的力学性能,其冲击强度极好,可以在极低的温度下使用。即使ABS制品被破坏,也只能是拉伸破坏而不会是冲击破坏。ABS的耐磨性能优良,尺寸稳定性好,又具有耐油性,可用于中等载荷和转速下的轴承。ABS的蠕变性比PSF及PC大,但比PA和POM小。ABS的弯曲强度和压缩强度属塑料中较差的。ABS的力学性能受温度的影响较大。
③热学性能 ABS的热变形温度为93℃-118℃,制品经退火处理后还可提高10℃左右。ABS在-40℃时仍能表现出一定的韧性,可在-40℃-100℃的温度范围内使用。
④电学性能 ABS的电绝缘性较好,并且几乎不受温度、湿度和频率的影响,可在大多数环境下使用。
⑤环境性能 ABS不受水、无机盐、碱及多种酸的影响,但可溶于酮类、醛类及氯代烃,受冰乙酸、植物油等侵蚀会产生应力开裂。ABS的耐候性差,在紫外线的作用下易产生降解,置于户外半年后,冲击强度下降一半。
2.3.2 ABS的成型加工性能
ABS同PS一样是一种加工性能优良的热塑性塑料,可用通用的加工方法加工。ABS熔体的流动性比PVC和PC好,但比PE、PA及PS差,与POM和HIPS类似。ABS的流动特性属非牛顿流体,其熔体粘度与加工温度和剪切速率都有关系,但对剪切速率更为敏感。
ABS的热稳定性好,不易出现热降解现象。ABS的吸水性较高,加工前应进行干燥处理。一般制品的干燥条件为80℃-85℃,2-4小时;对特殊要求的制品(如电镀),则需70℃-80℃,10-18小时。
ABS制品在加工中易产生内应力,如应力太大或制品对应力开裂绝对禁止,应进行退火处理,具体方法是制品置于70℃-80℃的热风循环干燥箱内2-4小时,再冷却到室温即可。
ABS可用注塑、挤出、压延、吸塑及吹塑等方法成型,并以注塑法最广,挤出法次之。
2.3.3 ABS的改性品种性能
ABS的改性品种主要为其合金,种类繁多,应用很广。
①ABS/PVC 可改善ABS的阻燃性,同时还可提高撕裂强度和耐腐蚀性,并可制成柔软或半硬制品。
提高制品的耐热温度,一般可达120℃左右,还可适当提高强度和硬度等力学性能。
③ABS/TPU 此合金兼有TPU的冲击性和耐磨性,ABS的刚性、综合性能和价格低等优点。
目录
摘要 I
Abstract II
第1章 绪 论 1
1.1模具在国民经济中的地位 1
1.2 我国模具技术和模具工业的现状及发展趋势 1
1.2.1 我国模具技术的现状及发展趋势 1
1.2.2 我国模具工业的现状及发展趋势 2
1.3 国外模具工业的发展情况 3
1.4 本章小结 4
第2章 塑件工艺性分析 5
2.1塑件的设计要求 5
2.2塑件的体积与重量计算 5
2.3材料的特性 5
2.4塑件的外观及基本尺寸 5
2.5本章小结 7
第3章 注射机的选择 8
3.1型腔数量的确定 8
3.2注射机的选用 8
3.2.1 根据最大注射量选用注射机 8
3.2.2确定注射机型号 9
3.3注射机的校核 10
3.3.1注射量的校核 10
3.3.2锁模力的校核 10
3.3.3注射压力的校核 10
3.4型腔的排列 11
3.5分型面的选择 11
3.6 本章小结 12
第4章 浇注系统设计 13
4.1 浇注系统设计原则 13
4.2 主流道的设计 14
表4-1 主流道的尺寸 14
4.3 分流道设计 16
4.4浇口的设计 17
4.5冷料穴和拉料杆设计 18
4.5.1 冷料穴 18
4.5.2 拉料杆 19
4.6 本章小结 19
第5章 成型零件设计与计算 20
5.1凹模结构设计 20
5.2 凸模结构设计 20
5.3凹模尺寸的计算 21
5.3.1凹模径向尺寸的计算 21
5.3.2 凹模深度尺寸的计算 22
5.4 凸模工作尺寸的计算 22
5.4.1 凸模径向尺寸的计算 22
5.4.2 凸模高度尺寸的计算 23
5.4.3侧型芯深度尺寸 24
5.4.4两型芯中心距 25
5.5 型腔侧壁以及底板厚度尺寸 25
5.5.1型腔侧壁厚度计算 25
5.5.2底板厚度计算 26
5.7 本章小结 26
第6章 导向机构的设计 27
6.1 导向机构的功用 27
6.2 导向机构的设计 27
6.3 设计导套和导柱须注意的事项 28
6.4本章小结 29
第7章 脱模机构设计 30
7.1 确定推出机构 30
7.1.1脱模力的计算 30
7.2 抽芯距和抽芯力的计算 31
7.2.1抽芯距的确定 31
7.22抽芯力的计算 31
7.3 斜导柱的设计 31
7.3.1斜导柱的倾角 31
7.3.2斜导柱的长度计算 33
7.3.3斜滑块的确定 33
7.3.4楔紧块的设计 35
7.4 本章小结 35
第8章 模具温度调节系统设计 36
8.1 温度调节对塑件质量的影响 36
8.2 对温度调节系统的要求 36
8.3 冷却系统设计原则 36
结论 37
致谢 38
参考文献 39
附录 40