本次设计的课题为瓶子和瓶盖塑料模具的设计。瓶子的形状是腔大口小,要是采用普通的注射模设计,型芯将难以脱离。虽然可以采用变型芯,但那样会使模具成本大幅度增加,且设计难度比较大。因此瓶子模具为上吹型中空吹塑模具,采用嵌块式结构,铸造水路冷却,结构简单,耐用,便于更换部件,生产效率比较高。模具由动模板、定模板、切割环、模口嵌块、模底嵌块、密封垫板以及固定板等部件组成。瓶盖可以采用普同注射设计,但由于其内部有螺纹,不易采用强行脱模。因此瓶盖模具是两板式,采用旋转脱模的注射模具。该模具自动化程度比较高,效率比较高。该模具由定模板、动模板、支撑板、齿轮轴,圆柱齿轮、圆锥齿轮、齿条等一系列零部件组成。
关键词:定模板 动模板 嵌块 冷却 旋转脱模
1.1水瓶的模具方案论证
1.1.1水瓶的设计原理
水瓶采用上吹型中空吹塑,嵌块式结构。中空吹塑的基本工作过程主要包括以下几个步骤:
挤出管状熔坯(或称型坯);
模具夹住型坯;
通入压缩空气,将型坯吹胀成模腔形状,空气压力一般为0.26~0.49兆帕;
制品在模内充分冷却,保持压力;
放出制品内的压缩空气;
开模时取出制品。
1.1.2水瓶的方案选择
方案一、采用上吹型中空吹塑,在瓶口和瓶底分别设有模口嵌块和模底嵌块。由于模口和模底磨损比较快,易于更换就可以延长模具的使用寿命,节省资金。
方案二、采用吹型中空吹诉,但不设有嵌块结构,由于瓶口螺纹和瓶底凹坑易使其相应部位磨损,一旦磨损,便要全部更换,即不经济也不省时。
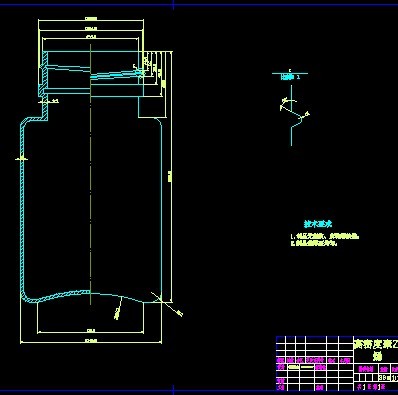
综上所述,采用方案一。具体结构如下:
矿泉水瓶模具示意图
1.2 瓶盖的模具方案论证
1.2.1 瓶盖的模具设计原理
瓶盖模具为注射模具,采用旋转螺纹脱模,两板式。在注射成型后,动模与定模分开的过程中,由固定的齿条迫使与之相连的齿轮旋转,然后通过一系列的齿轮传动,最后使型芯旋转。瓶盖由于受到侧浇口和本身止滑条纹的约束,不能旋转,于是型芯和瓶盖可以自动分离。
1.2.2 瓶盖的模具方案比较
方案一、模具采用螺纹旋转脱模,通过齿条带动齿轮旋转脱模。该模具自动化程度高,效率高,节省了人力物力。
方案二、模具采用螺纹旋转脱模,通过手工把瓶盖和螺纹一起拧下,然后再交给其他人用扳手脱模。该模具费时,且须多个型芯,办事效率低。
综上所述,采用第一方案。具体结构如下:
2水瓶的模具设计说明
2.1中心入料式机头
本套模具为上吹型中空吹塑模具,选用中心入料式机头,其采用支架来支撑分流体与芯棒,支架设置有若干条分流肋。这样,熔体流经支架时被分成了若干股,之后重新汇合。因此,这类机头又可称为支架式机头。
这类机头的流径较短,各熔体的停留时间相差较小,型坯周向壁厚较均匀,熔体降解的可能性较小。因此。这累机头可用于PVC等热敏性塑料。
熔体流经支架后形成的汇合线会降低制品性能,尤其对薄壁制品。在分流肋表面上,熔体所受的剪切速率较大,其分之取向也较大,这会降低熔体汇合线的强度。为提高熔体汇合线的强度,要使聚合物分子重新缠结,在支架后开设U形流道以延长熔体的停留时间。
2.2材料的选择和矿泉水瓶的测绘
采用高密度聚乙烯(HDPE)树脂,密度为0.94~0.7g/cm³,雾状半透明,湿气渗透性很低,氧气渗透性很高,CO很高,吹涨气压P= 0.4~0.7MP.
最小合模力F=1.2nAP=25.16kN
n型坯模具(吹塑模具)数量
A型坯(或容器)在分型面上的投影
P型坯模具型腔内的熔体压力(或型坯的吹胀压力)
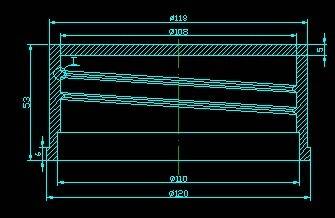
水瓶的模具测绘尺寸如下图:
2.3注射机的选择
该矿泉水瓶重量为38g,,故选用XS-Z-60型注射机
一次注射量 125cm
螺杆直径 38mm
注射压力 119.6MP
锁模力 490×10N
压板行程 180mm
模具最大厚度 200mm
模具最小厚度 70mm
压板尺寸 330×440mm
拉杆空间 190×300mm
模具主要由以下部分组成:
动模部分;2.定模部分;3.冷却部分;4.切口部分;5.导向部分。
2.4型坯下垂与膨胀比
型坯挤出后,仍处于熔融状态,其自身的重量会造成型坯下垂伸长,通常称之为型坯下垂。
型坯下垂会造成壁薄或壁厚不均。因此,在可能的条件下,要尽力控制型坯下垂伸长。通常用加快挤出型坯速度、减少型坯在空间停留的时间等方法来解决。
型坯自机头挤出后,因压力消除而膨胀,其膨胀的计算方法可按下面经验公式
式中 X---膨胀比(HDPE膨胀率为15%~65¥,取50%)
D---型坯离口模后的实际直径
d----机头口模直径
在生产中,型坯离模膨胀现象应控制,通常采用升高料温、选择合适的办法。
5=
2.4模具型腔
2.4.1分型面
设计吹塑模具首先要考虑的一个 问题是分型面的选择,其一般在于使两半模对称,减小吹胀比,易于制品拖模。因此,分型面的位置由吹塑制品的形状确定。
对横截面为圆形的容器,分型面通过其直径设置,因此矿泉水瓶采用过中心对称分型。
2.4.2型腔表面
吹塑的模具腔表面应稍微有点粗糙。否则,会造成模具型腔的排气不良,夹留有气泡,使制品出现“桔皮纹”的表面缺陷,还会导致系统的冷却速度低而且不均匀,使制品上各处的收缩率不一样。由于PE吹塑模具的温度较低,加上型坯吹胀压力较小,吹胀的型坯不会楔入至粗糙型腔表面的波谷,而是位于并跨过波峰,这样,可保证制品有光滑的表面,并提供微小的网状通道,使模强易于排气。
对模腔作喷沙处理,就可以形成粗糙的表面。可用金刚石、石英沙、或硬沙砾来喷沙,喷沙沙砾要适当。对小PE瓶,可采用60#~120#的粒度,较大的粗度,LDPE要采用较细的粒度。
2.4.3型腔尺寸
尺寸主要由制品的外行尺寸 并同时考虑制品的收缩率来确定。收缩率一般是指室温(22摄氏度)下模腔尺寸与成型24h后制品尺寸之间的差异。以HDPE其收缩率的80%~90%是在成型后的24h内发生的。
影响吹塑制品收缩率的因素有多种。结晶制品的制品收缩率要比非结晶的大;对结晶塑料(例如PE),收缩率随着制品的壁厚而增加,这是因为冷却速率较小会导致有序的晶体增加;提高型芯的熔体温度虽然不会明显影响制品的外部尺寸,但会使较多的收缩出现在壁内,这是因为较高的熔体温度可减小应变恢复与吹胀应力;吹胀气压较高或模具温度较低,可减少收缩率;加入的填料也会影响制品的收缩率;吹塑制品的收缩率还有方向性,纵向的收缩率要比横向的少大些。
2.5模具底部嵌块
目 录
0.前言 4
1. 总体方案论证 6
1.1水瓶的模具方案论证 6
1.1.1水瓶的设计原理 6
1.1.2水瓶的方案选择 6
1.2 瓶盖的模具方案论证 7
1.2.1 瓶盖的模具设计原理 7
1.2.2 瓶盖的模具方案比较 7
2水瓶的模具设计说明 9
2.1中心入料式机头 9
2.2材料的选择和矿泉水瓶的测绘 9
2.3注射机的选择 10
2.4型坯下垂与膨胀比 10
2.4模具型腔 11
2.4.1分型面 11
2.4.2型腔表面 11
2.4.3型腔尺寸 11
2.5模具底部嵌块 12
2.6模具颈部嵌块 13
2.7模具排气 13
2.8模具的冷却 15
2.9挤出吹塑机械的操作与保养 16
2.9.1开机与停机 16
2.9.2吹塑模具的保养 17
3瓶盖的模具设计 18
3.1注塑机的选择与型腔个数的计算 18
3.2浇注系统设计 20
3.3冷料井及浇注系统的拉料杆 22
3.4浇口的设计 22
3.5制品形状的冷却 24
3.6导向装置的设计 25
3.7螺纹退芯的设计 25
3.8注塑机操作过程注意事项 27
3.9模具的保养 27
4.预期效果 28
5.结论 29
6.工作小结 30
致谢 31
参考文献 32
附件清单 33
导套.dwg
导销.dwg
导柱.dwg
垫板.dwg
垫条1.dwg
定模板.dwg
定模板2.dwg
定模固定板.dwg
定位环.dwg
动模板.dwg
固定板.dwg
浇口套.dwg
密封端板.dwg
模底嵌块.dwg
模口嵌块.dwg
瓶盖.dwg
瓶盖装配图.dwg
切割环.dwg
水瓶.dwg
水瓶装配图.dwg
圆套.dwg
支撑板.dwg
矿泉水瓶盖注塑模设计说明书.doc