本次设计的饮水壶盖是以热塑性塑料PP为材料,按键式儿童饮水壶以儿童为主的消费群体,对于儿童使用的产品必须有必要的安全性,以及能满足儿童使用时出现的各种情况进行分析,要求塑料件的物理性能较高。所以对与材料的分析选择是很不要的,包括流动性,收缩率等。首先收集并分析米奇儿童饮水壶盖的原始资料,分析零件的成型工艺参数及成型条件。包括成型的工艺参数有成型温度、成型压力、成型保持时间和成型的条件的选择。查询资料确定对饮水壶盖设计的工艺性要求。饮水壶盖几何形状的要素。如:壁厚、加强筋与增强结构、支撑面与凸台、圆角与孔、文字、符号、花纹、合叶设计及其它几何形状要求的尺度精度。利用三维软件设计出合理的塑件,在通过分析软件Moldflow对塑件各种参数进行分析。有影响尺度精度的因素和饮水壶盖的尺度公差。进行对注射机的选择。包括注射量的校核、合模力的校核、注射压力的校核、模具高度与注射机闭合高度的关系校核、开模行程、模具外型与注射机拉杆间距的关系等。进行必要的模具型腔的设计与计算,模具类型及结构的确定制品成型位置及分型面选择、合理选择分型面。本塑件含有多个型芯以及分型面的确定,合理的设计出合格的模具型腔;为提高生产率,合理选择型腔数目及分布,模具零件强度设计及校核。设计浇注系统与排气、引气系统结构、侧向分型与抽芯机构的结构形式、脱模机构和拉料杆的结构形式、温控系统设计。在设计过程种运用到了三维CAD/CAM系统标准软件PRO/ENGNEER对塑件进行三维造型并对塑件进行分模和进行了大量的建模分析。
本次设计的饮水壶盖是以热塑性塑料PP为材料,按键形式饮水壶比较复杂,其以儿童为主的消费群体,对于儿童使用的产品必须有必要的安全性,以及能满足儿童使用时出现的各种情况进行分析,要求塑料件的物理性能较高。所以对与材料的分析选择是很不要的,包括流动性,收缩率等。
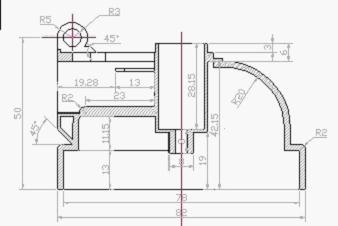
塑件设计应本着在保证使用性能,物理性能,力学性能和耐摩擦性能,同时还应力求结构简单、壁厚均匀、成型方便。在设计塑件时,还要考虑其模具的总体结构,使模具型腔易于制造,模具脱模和推出机构简单。塑件形状有利于模具分型、排气、补缩和冷却。此外,在塑件成型以后尽量不再进行机械加工。如下图:
1.2 塑件材料的分析
PP通称聚丙烯,因其抗折断性能好,也称“百折胶"。PP是一种半透明、半晶体的热塑性塑料,具有高强度、绝缘性好、吸水率低、热变形温度高、密度小、结晶度高等特点。改性填充物通常有玻璃纤维、矿物填料、热塑性橡胶等。
不同用途的PP其流动性差异较大,一般使用的PP流动速率介于ABS与PC之间。
(1)塑料的处理
纯PP是半透明的象牙白色,可以染成各种颜色。PP的染色在一般注塑机上只能用色母料。在有些机上有加强混炼作用的独立塑化元件,也可以用色粉染色。户外使用的制品,一般使用UV稳定剂和碳黑填充。再生料的使用比例不要超过15%,否则会引起强度下降和分解变色。 PP注塑加工前一般不需特别的干燥处理。
(2)注塑机选用
对注塑机的选用没有特殊要求。由于PP具有高结晶性,需采用注射压力较高及可多段控制的电脑注塑机。锁模力一般按3800t/m2来确定,注射量20%--85%即可。
(3)模具及浇口设计
模具温度50-90℃,对于尺寸要求较高的用高模温。型芯温度比型腔温度低5℃以上,流道直径4—7mm,针形浇口长度1—1.5mm,直径可小至0.7mm。边形浇口长度越短越好,约为0.7mm,深度为壁厚的一半,宽度为壁厚的两倍,并随模腔内的熔流长度逐步增加。模具必须有良好的排气性,排气孔深0.025mm-0.038m,厚1.5mm,要避免收缩痕,就要用大而圆的注口及圆形流道,加强筋的厚度要小(例如是壁厚的50-60%)。均聚PP制造的产品,厚度不能超过3mm,否则会有气泡(厚壁制品只能用共聚PP)。
(4)熔胶温度
PP的熔点为160-175℃,分解温度为350℃,但在注射加工时温度设定不能超过275℃。
熔融段温度最好在240℃。
(5)注射速度
为减少内应力及变形,应选择高速注射,但有些等级的PP和模具不适用(会出现气泡、 气纹)。
(6) 注射及保压
采用较高注射压力(1500-1800bar)和保压压力(约为注射压力的80%)。大概在全行程的95%时转保压,用较长的保压时间。
(7)制品的后处理
为防止后结晶产生的收缩变形,制品一般需经热水浸泡处理。
1.3塑件的尺寸和精度分析
1.3.1 塑件的尺寸
塑件的总体尺寸主要取决于塑料品种的流动性。在一定的设备和工艺条件下,流动性较好的塑料可以成型较大尺寸的塑件;反之,成型出的塑件较小。本课题的塑件及所用材料为PP(聚丙稀),它有很好的机械特性,流动性;其光泽性好,外观漂亮,由于收缩率较小,制件细小部位的清晰度好,达到设计的要求。
1.3.2塑件的尺寸精度
一般来讲,为了降低模具的加工难度和模具制造成本。在满足塑件使用要求大前提下应尽量把塑件尺寸精度设计低一些。另外,塑件尺寸精度还与塑料品种有关,根据各种塑料收缩率的不同,又将塑料的公差等级分为高精度、一般精度、低精度三种。依据表2-1取一般未注明公差尺寸推荐为6级精度。
引言 1
1 塑件分析 2
1.2塑件的工艺分析 2
1.3塑件的尺寸和精度分析 2
1.31 塑件的尺寸 2
1.32 塑件尺寸精度 2
1.4塑件制品结构分析 3
2 注塑机的选择与校核数 3
2.1型腔数目计算 3
2.1.1 制件特征以及质量与体积的计算 3
2.2 选择注塑机 4
2.2.1 型腔压力计算 4
2.2.2 锁模力的校核 4
3 模具结构设计 4
3.1 分型面的确定 4
3.1.1分型面的分类 4
3.1.2 分型面的选择 4
3.2流道和浇口的设计 5
3.2.1浇注系统的组成 5
3.2.2主流道设计 5
3.2.3 分流道设计 6
3.2.4 浇口的设计以及数目 7
3.3 模架的选择和校核 8
3.3.1 模架的选择 9
3.3 .2开模行程的校核 9
3.4成型零部件工作尺寸的计算 9
3..4.1 影响塑件尺寸的因素 9
3.4.2 型芯和型腔尺寸的计算 11
3.4.3型腔样式及侧壁的计算 11
3.4.3.1型腔样式选择 11
3.4.3.2型腔底板厚度的确定 12
4 导向机构和脱模机构的设计 12
4.1导向机构的设计 12
4.2脱模机构设计 13
4.2.1脱模机构部件 14
4.2.2推杆设计 15
4.3排气系统设计 16
4.4冷清系统设计 15
5 零件的加工工艺规程 19
6 结论 20
谢 辞 22
参考文献 23