塑料制品具有原料来源丰富,价格低廉,性能优良等特点。它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。注射成型是成形热塑性塑料制件的主要成型方法,因此应用范围很广。
本文阐述了对发夹产品的设计到整个注射模的大体的设计过程,在设计过程中也进行了必要的计算包括成型零件尺寸的计算和对注射机的锁模力、最大注射量、注射压力、开模行程和模具与注射机安装部分相关尺寸的校核。同时,也对产品的工艺性进行分析,主要分析了塑料件的形状特点、尺寸大小、尺寸标注方法、精度要求、表面质量和材料性质等因素,最后绘制完整的模具装配总图和主要的模具非标准零件图。
关键词:注射成型、锁模力、注射压力、装配总图
1 塑件的设计及其材料性能分析
1.1 支架的造型设计
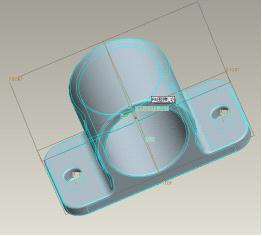
该塑料制件为公共汽车上横杠扶手的支架,其图形如下:
作为公共汽车上的横杠扶手支架,要求其具有一定的强度、韧性,外观表面无缺陷。
1.2 制品的材料及性能分析
由于该支架为汽车零部件,切需要有一定的强度、韧性。故选ABS材料作为该塑件的成型材料。
1.2.1 ABS材料的基本特性
ABS是由丙烯晴、丁二烯、苯乙烯共聚而成的。这三种组分各自的特性,是ABS具有良好的综合性能。丙烯晴使ABS具有良好的耐化学腐蚀及表面硬度。丁二烯使ABS坚韧,苯乙烯使它有良好的加工性和染色性。
ABS无毒、无味、呈微黄色,成型的塑料有良好的光泽。密度为1.02~1.05g/cm3, 有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能,
具有极好的抗冲击强度。ABS有一定的硬度和尺寸稳定性,易于成型加工。
1.2.2 ABS材料的主要用途
ABS在机械工业上用来用来制造齿轮、泵叶轮、轴承、把手、管道、电机外壳、仪表外壳、仪表盘、水箱外壳、蓄电池槽、冷藏库水箱衬里等。在汽车工业领域,用ABS制造汽车挡泥板、扶手、热空气调节导管、加热器等,还可以用ABS夹层板制小轿车车身。ABS还可用来制作水表壳、纺织器材、电器零件、文教体育用品、玩具、电子琴及收录机壳体、食品包装容器、农药喷雾器及家具等。
1.2.3 ABS的成性特点
ABS在升温时粘度增高,所以成型压力较高,塑料上的脱模斜度宜稍大;ABS易吸水,成型加工前应进行干燥处理;ABS易产生熔接痕,模具设计时应注意尽量减小浇注系统对料流的阻力;在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。要求塑件精度高时,模具温度可控制在50~60oC,要求塑件光泽和耐热时,模具温度应控制在60~80 oC。
1.2.4 ABS主要技术指标
比容:0.86~0.98cm3/g。
熔点:130~160oC
吸水性:0.2~0.4% (24h)
热变形温度:4.6×105Pa---- 90~108oC 18.0×105Pa---- 83~103oC
屈服强度: 50MPa
拉伸弹性模量:1.8GPa
抗弯强度:80MPa
1.2.5 ABS注射工艺参数
注射机类型: 螺杆式
螺杆转速(r/min): 30~60
喷嘴形式: 直通式
喷嘴温度(oC): 170~180
料筒温度(oC): 150~230
模温(oC): 50~70
注射压力(MPa): 70~90
保压力(MPa): 50~70
注射时间(s): 3~5
保压时间(s): 15~20
冷却时间(s): 15~30
成型周期(s): 40~60
2 塑件的工艺性分析
2.1 塑件制品设计要求
作为公共汽车上的横杠扶手支架,要求其具有一定的强度、韧性,耐磨性,不易损坏,表面光滑,外观表面无缺陷。塑件的工作条件对精度要求较低,根据ABS的性能可选择其塑件的精度等级为5级精度。
2.2 塑件制品的生产批量
因塑件制品要求具有一定的强度、韧性,耐磨性,且不易损坏,需求量不是非常大,故生产规模制定为3万件。
2.3 塑件的质量和体积计算
经Moldflow软件分析得塑件体积为: V=8.38 cm3
塑件质量为: M=8.38×1.035g=8.67g
3 注塑机的初步选择及其参数计算
3.1 注射量的计算
由之前的塑件工艺性分析可知塑件的质量为:8.67g
此时流道凝料的体积未知,根据经验可按塑件质量的0.6倍进行估算,所以注射量为:
3.2 锁模力的计算
流道凝料(包括浇口)在分型面上的的投影面积,在此时还是个未知数,根据经验公式: (为每个塑件在分型面上的投影面积)
取进行估算:
通过Moldflow软件分析得, 则
根据经验公式[2]:
式中——锁模力();
——制品在模板的垂直投影面积( );
——锁模力常数();
查表知,ABS的值为0.3-0.48,取=0.4,则
3.3 注塑机的选择及参数
根据任务书要求,选择卧式注射机,初选XS-ZY-125型螺杆式注射机,其主要技术参数如表3.1:
目 录
摘 要 I
Abstract II
Key words: injection;force injection molding machine;injection pressure;assembly drawing II
1 塑件的设计及其材料性能分析 1
1.1 支架的造型设计 1
1.2 制品的材料及性能分析 1
1.2.1 ABS材料的基本特性 1
1.2.2 ABS材料的主要用途 1
1.2.3 ABS的成性特点 1
1.2.4 ABS主要技术指标 2
1.2.5 ABS注射工艺参数 2
2 塑件的工艺性分析 2
2.1 塑件制品设计要求 2
2.2 塑件制品的生产批量 2
2.3 塑件的质量和体积计算 3
3 注塑机的初步选择及其参数计算 3
3.1 注射量的计算 3
3.2 锁模力的计算 3
3.3 注塑机的选择及参数 3
3.4 注塑机有关工艺参数的校核 4
3.4.2注射压力的校核 5
3.4.3锁模力的校核 5
A分-----塑件及流道系统在分型面上的投影面积(); 5
5 浇注系统的设计 5
5.1 主流道的设计 6
5.2 浇口的设计 7
6 成型零部件的设计与计算 8
6.2 成型零件工作尺寸的计算 8
(1)型腔和型芯径向尺寸的计算 8
7 侧向分型与抽芯机构 9
7.1 抽芯距的计算 10
7.2 斜导柱的倾角确定 10
7.3 抽拔力的计算 10
7.4 斜导柱直径的确定 10
7.5 斜导柱长度计算 11
7.6 导柱的材料及其安装配合 11
7.7 滑块、导滑槽及定位装置的设计 12
7.8 楔紧块的设计 12
8 模架的确定及模具与注塑机相关参数的校核 12
9 合模导向机构的设计 13
10 脱模机构的设计 14
10.4 推出机构的导向与复位 15
11 温度调节系统的设计 15
11.4 排气系统设计 16
12 合模导向机构的设计 16
14 非标准模具成型零件加工工艺规程 19
14.3 动模板加工工艺规程 20
15 塑料成型工艺卡 22
总 结 23
谢 辞 23
参考文献 24
zhizuo.prt.11
动模板图0801120717.dwg
滑块0801120717.dwg
塑件0801120717.dwg
推管0801120717.dwg
型芯0801120717.dwg
中间板0801120717.dwg
总装配图0801120717.dwg
支架注塑模具设计说明说.doc