

冷冲压模具设计是为模具设计与制造专业学生在学完基础理论课、技术基础课和专业课的基础上, 所设置的一个重要的实践性教学环节。 其目的是:
1)综合运用本专业所学课程的理论和生产实际知识, 进行一次冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作的能力。
2)巩固与扩充“冷冲压模具设计”等课程所学的内容, 掌握冷冲压模具设计的方法和步骤。
3)掌握冷冲压模具设计的基本技能, 如计算、绘图、查阅设计资料和手册,熟悉标准和规范等。
一、冲压件的工艺性分析
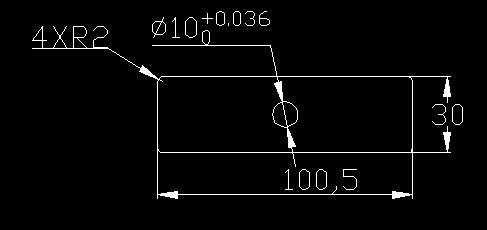
该零件系一心轴托架,Φ10孔内装心轴,拖架通过4个Φ5的孔与机身联接。零件外形对称,5个孔有较高精度要求。该零件选用08号冷轧钢板,其弯曲半径皆大于该种材料的最小弯曲半径(R1.5>0.8t),5个孔也均可按要求冲出。因此,该零件适于冷冲压方法制作。
冲压该零件的基本工序有:冲孔、落料和弯曲。
为简化模具结构,零件上的孔应尽可能在平板毛坯上冲出。该零件上的Φ10孔边与弯曲中心的距离为6mm,大于1.0t=1.5mm,弯曲时不会引起孔的变形,因此Φ10孔可以在压弯前冲出。冲出的Φ10 +0.080孔可以作后续工序定位孔用。而4-Φ5孔的边缘与弯曲中心的距离为1.5mm,等于1.0t,压弯时易发生孔的变形,故应在弯曲后冲出。
零件的弯曲成型,可以采用三种不同的方法。
第一种方法,优点是用一副模具成型,生产率高,设备占用少。缺点是:(1)模具磨损快,寿命低,因为毛坯的整个面积几乎都参与激烈的弯曲变形,且需要较大的弯曲力:(2)工件表面易擦伤,擦伤面积也大;(3)工件的形状与尺寸不精确;弯角处材料变薄严重。这是因为不能有效地利用过弯曲或校正弯曲来控制回弹,已经凸凹模圆角处阻力大造成的。
第二种方法,采用两副模具分两次弯曲。先折弯端部两角。然后再压出中间的弯角。显然,弯曲变形的激烈程度比方法一缓和得多,弯曲力也小,模具工作条件大为改善。但回弹现象仍难于控制,且增加了模具、压床和操作人员的数量。
第三种方法,先在一副模具上弯曲端部两角,同时预弯中间两角使之呈45°,然后在另一副模具上将中间两角弯成90°。由于能够实现过弯曲和校正弯曲,因而制件的回弹易控制,可以得到形状和尺寸较精确的零件。此外,由于成形过程中材料受凸,凹模的阻力较小,可以使工件获得较好的表面质量,模具的寿命也可以提高。
二、 确定工艺方案
根据以上分析,冲压该零件可能有以下几种方案。
方案一:落料与冲Φ10孔复合,弯曲外部两角并使中间角预弯45°,弯曲中间两角,冲Φ5四孔。
方案二:落料与冲Φ10孔复合,弯曲外部两角,弯曲中间两角,冲Φ5四孔。
方案三:落料与冲Φ10孔复合,弯曲四个角,冲Φ5四孔。
方案四:冲Φ10孔、切断与弯曲外部两角连续冲压,弯曲中间两角,冲Φ5四孔。
方案五:冲Φ10孔、切断与弯曲四个角连续冲压,冲Φ5四孔。
方案六:全部工序组合,采用带料连续冲压。
在上述6个方案中,方案一的优点是:①模具结构简单、模具寿命长、制造周期短、投产快;②工件的回弹容易控制,尺寸和形状精确,表面质量高;③各工序(除第一工序外)都能用Φ10孔和一个侧面定位,定位进准一致且与设计基准重合,操作比较方便。缺点是:工序分散,需要模具、压力机和操作人员多,劳动量大。
方案二的优点是模具结构简单,投产快、模具寿命长。但回弹难以控制,尺寸和应状不精确,且工序分散,占用设备多、劳动量大。
方案三的工序比较集中,占用设备和人员少,但模具寿命短、制件质量(精度与表面粗糙度)低
方案四的优点是工序比较集中,从工件成形的角度看,本质上与方案而相同,只是模具结构较为复杂。
方案五本质上与方案三相同,只是采用了结构复杂的连续模。
方案六的优点是工序最集中,只用一副模具完成全部工序。由于它实质上是把方案一的个工序分别不止到连连续模的各工位上,所以它还具有方案一的各项优点。缺点是模具结构复杂,安装、调试、维修困难,模具制造周期长。
综上所述,考虑到该零件为大批量生产,且零件的材料根据有关材料得知弹性系数不大,而且零件的外形尺寸要求不高,为达到提高生产效率的目的,选用方案三比较合适。其中工序如下:(1)落料冲Φ10孔;(2)压弯四角;(4)冲Φ5四孔。
托架落料冲孔复合膜设计
-
联系方式:
QQ212181988
官方主页:www.biye114.com
图片预览: ;论坛转帖
;论坛转帖
插件情况:
售后服务:请联系客服QQ:212181988
一键分享拿折扣:

- 好的评价 如果您觉得此软件好,就请您
0%(0) 

- 差的评价 如果您觉得此软件差,就请您
0%(0) 

评论内容只代表网友观点,与本站立场无关!
评论摘要(共 0 条,得分 0 分,平均 0 分)
查看完整评论
* 本站所有资料均已审核通过,内容原创保密,标准格式,质量保证
* 无需注册,点击在线购买后即可获取该套毕业设计(论文)完整
* 支付后请联系在线客服QQ:212181988发送资料
* 无需注册,点击在线购买后即可获取该套毕业设计(论文)完整
* 支付后请联系在线客服QQ:212181988发送资料

