����ǰ�벿�ֲ��������ϡ���ס���������ģ�Ľṹ��Ƽ��������̣�ͨ�����շ������������ϳ����������ͨ�����������������ѹ������ж�������������ȼ��㣬ȷ��ģ�����͡���ģ�߲��ú�ർ��ģ�ܣ����ϰ�ģ��������ṹ�����ϴ���ģ�ⲿж������ģ�߽ṹ���գ�װ����ĥ���㣬��ȫ�ɿ�������Ч�ʱ�ʹ�ô�ͳģ����������������ϡ�
��벿������������ע��ģ�Ļ���ԭ������ƹ��̣������ؽ����˵绰������ע��ģ����ƹ��̡����ȣ�������ģ�ߵ����ú�����ķ�չ״�����䷢չ����Ȼ�������˷�����ѡ���ȷ�����ٴζ�����ȷ���ķ�����������ϸ����ƹ��̺ͼ�����̡��˴�����У���ؼ�����ȷ����о����ǻ�Ľṹ�����������ģ����������ģ��������ơ���ȴϵͳ����Ƶȡ�
�ؼ��ʡ����ϳ������ ����ģ ע��ģ ��о б����
Ŀ ¼
ժҪ……………………………………………………………………………��
Abstract………………………………………………………………………��
��1�� ����…………………………………………………………………1
1.1���ⱳ��……………………………………………………………1
1.1.1���ѹģ��……………………………………………………1
1.1.2���Ϲ�ҵ………………………………………………………2
1.2 ������״����չ����………………………………………………3
1.2.1���ѹ����……………………………………………………3
1.2.2����ģ����…………………………………………………4
��2�� ���������Է�����������ȷ��……………………………………5
2.1���Ϸ���……………………………………………………………5
2.2��ü��ṹ������…………………………………………………5
2.3���շ����ķ�����ȷ��……………………………………………6
2.4������Ƽ�����……………………………………………………6
2.4.1ë���ߴ�ļ���………………………………………………6
2.4.2����ͼ����Ƽ�����…………………………………………7
2.4.3��ѹѹ�����ļ���……………………………………………9
2.4.4�����ֹ���������……………………………………………9
2.4.5��ѹ�豸��ѡ��………………………………………………11
��3�� ģ�߹���������Ƽ���……………………………………………13
3.1 ��ü�϶…………………………………………………………13
3.1.1�Գ�ü�������Ӱ��…………………………………………13
3.1.2��ģ��������Ӱ��……………………………………………13
3.1.3������϶��ѡ��………………………………………………14
3.2ģ���пڳߴ�ļ���………………………………………………15
3.2.1���㷽��………………………………………………………15
3.2.2�����пڳߴ����……………………………………………15
3.2.3��ײ����п���Ƽ���………………………………………16
3.3 �������ֳߴ����………………………………………………17
��4�� ģ�߽ṹ�������……………………………………………………18
4.1ȷ�����Ϸ�ʽ………………………………………………………18
4.2��λ��ʽ��ѡ��……………………………………………………18
4.3ж�ϡ�������ʽ��ѡ��………………………………………………18
4.4����ʽ��ѡ��……………………………………………………18
4.5ģ����Ҫ����ṹ���……………………………………………19
4.5.1ж������ļ���………………………………………………19
4.5.2���ϰ�ģ�����………………………………………………20
4.5.3����ģ���……………………………………………………20
4.5.4���ģ………………………………………………………21
4.5.5����ģ�����…………………………………………………21
4.5.6ģ�ܼ�ģ����ѡ��……………………………………………21
4.5.7ģ�̶��弰����ѡ��……………………………………22
4.5.8��������……………………………………………………23
4.5.9ת��������…………………………………………………23
��5�� ����ģ��װ��ͼ����ά��ģ…………………………………………24
5.1����ģ��װͼ………………………………………………………24
5.2����ģ��άͼ………………………………………………………25
��6�� �ܼ������շ���……………………………………………………26
6.1�ܼ��ķ���…………………………………………………………26
6.2ABS�����ܷ���………………………………………………………26
6.3ABS��ע������̼����ղ���……………………………………27
��7��ע��ģ�ṹ�����巽��ȷ��…………………………………………28
7.1ȷ��������…………………………………………………………28
7.2ȷ����ǻ����������………………………………………………29
7.3ע����ͺŵ�ȷ������ز�����У��……………………………29
7.3.1ע����ͺŵ�ȷ��……………………………………………29
7.3.2ע�ܻ���У��…………………………………………………31
��8�� ע��ģ�ṹ����Ƽ�����……………………………………………32
8.1��עϵͳ�����……………………………………………………32
8.1.1��עϵͳ���ԭ��……………………………………………32
8.1.2�����������…………………………………………………32
8.1.3���������…………………………………………………33
8.1.4����Ѩ�����…………………………………………………33
8.1.5���ڵ����……………………………………………………34
8.1.6��עϵͳ���ϵ��ѳ�����……………………………………35
8.2.��ģ������ȷ��……………………………………………………35
8.2.1��ģ�Ƴ����������ԭ��……………………………………36
8.2.2��Ʒ�Ƴ��Ļ�����ʽ…………………………………………36
8.3�����㲿�������…………………………………………………37
8.3.1��������Ľṹ���……………………………………………………37
8.3.2������������ߴ����…………………………………………………38
8.4������������……………………………………………………40
8.4.1�������������………………………………………………40
8.4.2���������……………………………………………………41
8.4.3�������……………………………………………………42
8.5���о���������…………………………………………………42
8.5.1����������о�����ķ���…………………………………42
8.5.2б��������������о�������……………………………43
8.6��ȴϵͳ�����……………………………………………………45
8.6.1ģ����ȴϵͳ�����ԭ��……………………………………45
8.6.2ģ����ȴϵͳ�Ľṹ…………………………………………45
��9�� ����ģ��װ��ͼ����ά��ģ………………………………………46
9.1����ģ��װͼ………………………………………………………46
9.2����ģ��άͼ………………………………………………………47
����……………………………………………………………………………48
�ο�����……………………………………………………………………50
��л…………………………………………………………………………52
��¼1…………………………………………………………………………53
��¼2………………………………………………………………………59
��ѹ�ӹ���һ���������ʵļӹ��������������ȴ������ÿ���ӿ�������������С����ĸ��ٳ�ѹ��ÿ���ӿ�����ǧ�����ϡ����ڳ�ѹ�ӹ���ë���ǰ�Ļ���ģ�һ��������״̬�¼ӹ����������ʵ�ֻ�е�����Զ������Ƚ��������û�е�˶�ʵ�����˻��������ر��������ڶ��Ͳ�Ʒ���д���������“��ѹҪ��չ��ģ���ǹؼ�”�����ģ�ߵ�Ч����ӳ�ģ��ƺ����쿪ʼ��
��Ȼ����ѹ�ӹ��������ӹ�����һ����Ҳ���������ľ����ԣ����磬��ģ�Ľṹ�Ƚϸ��ӣ�ģ�۸�ƫ�ߡ���ˣ���С��������Ʒ������ʱ���ð���ij�ģ�������ϲ����㣬ĿǰΪ�˽���ⷽ������⣬����Ŭ����չijЩ���׳�ģ����۰�֬��ģ���ͺϽ��ģ�Լ�����ͨ����ϳ�ģ����Ƥģ�ȣ�ͬʱҲ�ڽ��г�ѹ�ӹ����ĵ������豸�빤�յ��о���
��2�¹��������Է�����������ȷ��
��ѹ���Ĺ�������ָ��ѹ���Գ�ѹ���յ���Ӧ�ԡ���һ������£�Ӱ���ѹ�������Ե������м�����״���ߴ磬���ȣ�����ֲڶȼ�ë�̡���ѹ�������ԶԳ�ѹ�����������������ʣ������ʣ�ģ���������ף�ģ��������������ʽ���豸ѡ�õȶ��кܴ��Ӱ�졣���õij�ѹ�������Կ��������ͳ�ѹ��������ɱ���
2.1 ���Ϸ���
��ò���ΪQ235-A���ø�������̼ͨ�ؽṹ�֣�̼�������ٷ�����0.14%��0.22�������ڷ��ڸ֣�������σs=235MPa������ǿ��σb=375��460MPa�������ʲ�С��26�����������õij�ѹ���ܣ��ʺϳ�á�
2.2 ��ü��ṹ������
��1����������״�ͳߴ�ĶԳ��� ����������״�ͳߴ�Ӧ�����ܶԳƣ����������ҵĸ߶Ȳ������̫�������뾶Ӧһ�£���֤��������������ƽ�⣬��ֹ����������
��2����ü���Բ�� ��ü���ֱ�����ߵ����Ӵ��������ʵ���Բ�ǣ�����һ��������ʱ���սǴ�Ӧ������Ƴɽϴ��Բ�ǡ������ü��м�ǣ����������ģ������������ѣ�����ģ��Ҳ������ֻ���ڲ�����������������ƴģ�߽ṹʱ����������ѹ���м������ǡ�
��3����ü������ۻ�խ�� ��ü��������ۻ����խ�۲���̫����̫խ������ή��ģ��������һ�������,BӦ��С��1.5������������Ϊ��ͭ����������ʱ,B1.3������������Ϊ��̼��ʱ��B1.9�������Ϻ�ȣ�1mmʱ����=1mm���㡣�ۿ���۳��Ĺ�ϵΪL�Q5B��
��4���������Ŀ��� խ������ʱ���������Ľ�����״�������䣬�ڱ���Ŀ���b��b1�������Ŀ���b2��b����b3�� ʱ����Ϊ���ԣ�����������Ŀ���bҪ��ϸߣ���������������ʱ��Ӧ����������Ԥ�����������пڡ�
��5������ߴ� ����ģǿ�Ⱥ��ȶ��Ե����ƣ���ijߴ粻��
��С������ֵ�����״�����ϵ���ѧ���ܣ����ϵĺ�ȵ��йء�
��6����ü��ļ�����״ ��ü�����״Ӧ�����ܷ��ϲ��Ϻ������������ٷ��ϡ�����������£��ѳ�ü���ƳɶԳƻ������ϵ���״��
��7����ͷԲ���ߴ� ������Բ����ü���������Բ���뾶R�����Ͽ���һ�룬���ܲ����ٷ����������������̨�������
2.3 ���շ����ķ�����ȷ��
һ����������Ĺ�����ͨ�����������ϡ�
��ס��������ļӹ����������ڸù�������
�������ϴ�����������������һ�𣬿�
�Դ����߹���Ч�ʣ������Ṥ��������Լ
��Դ�����ͳɱ������ҿ��Ա���ԭ�еļӹ�
�������뽫������ģ�ߵ����⣬�Ա�������
�߰�ȫҲ�������� ͼ2-1
������������һ�𣬿������������ֲ�ͬ�Ĺ��շ�����
�� �����ϡ�Ȼ����������ͬһ��������
�� ���ϡ����Ϊͬһ����������ɣ�Ȼ�����������
�����ķ����Ƚϣ�
������÷����ټӹ����������ױ�֤���ȳߴ�mm�ľ��ȣ�������ʹ�ڿ׳�ͷĥ�𣬽���ģ�����������������Ƚ����ȷ�������ڣ����������Ļص����⣬�����ü�С��϶�ķ�����������С�ص���
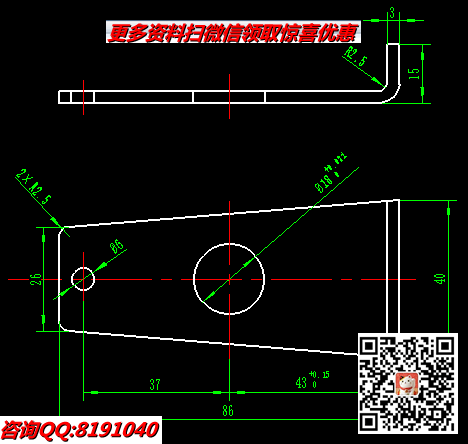
�ó�ѹ��������״��Ϊ�Գƣ�����������R=2.5mm��Բ�ǹ��ɡ�����mm��mm�о���Ҫ���⣬����ߴ羫��Ҫ�ߡ�����ΪQ235-A�֣����ѹ���ܽϺã�������Ե�ıں�ϴ�������֪����ģ�е���ģ�ں����㹻��ǿ�ȡ���˸ó�ü���ѡ�����ϡ���������ĸ���ģ��
2.4 ������Ƽ�����
��2��2.12.22.32.42.4.1 ë���ߴ�ļ���
��ë���Ĺ���չ��ͼ��ͼ2-2��ʾ��