模具是成型不同形状制品的一种装置。按照制品所采用的原料不同,成形的方法也不同;一般将其分为金属冲压模具,金属压铸模具,塑料模具,橡胶模具,玻璃模具等。
模具在汽车行业,飞机行业,家用电器行业,工程机械、冶金、机床等制造行业中有着极其重要的作用;采用模具生产的毛坯或产品零件,是材料成型的重要形式,模具生产和切削相比具有材料利用率高,能耗低,产品性能好,生产效率高和成本低等显著特点。
从20世纪80年代开始,工业发达国家的模具行业,已从床工业中分离出来,并发展成为一种独立的工业部门,其产值已超过了机床工业的产值。改革开放以来,我国的模具工业发展十分迅速,近年来,一直每年15%左右的速度快速发展,在高校中也专门设置了专门的模具专业,培养出了大批的高级技术人才。
我的毕业生产实习是设计一套压缩机盖板的冲压模具,主要设计内容包括冲孔,落料,翻边,弯曲,切舌等工序。而且我主要采用组合模具的形式,具有更换容易,组装方便,精度也较高等特点。再加上在公司的生产实习中,即经历了现场的生产实习,又在经历了模具设计理论方面的培训,这些都对完成自己的毕业设计起到了重要作用。
第一章 制件的工艺分析
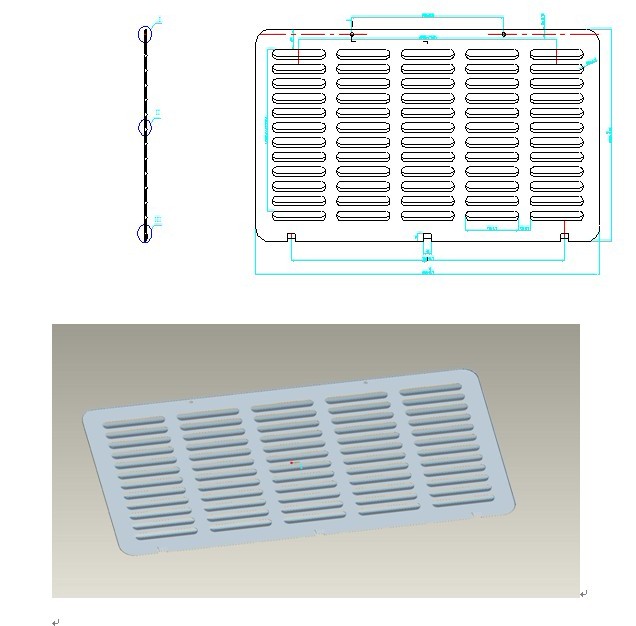
设计中的冲压制件是压缩机的一个盖板零件。冲压件制件的电子图档是由客户提供,如图1-1所示。由制件零件图可以知道:制件的外形不规则,需要经过多次冲裁才能完成加工,制件有很多个向上的45度曲;因此采用切废料的排样方法。通过对零件的初步分析可知,要完成该制件的生产,需要经过以下工艺:冲孔、落料,切舌,弯曲,翻边等工艺。冲压件的精度要求较高,最小的误差要求在±0.1mm以内,平面度要求在±0.3mm以内,为了保证其平面度要求,在设计中有必要加入校平工位;制件的厚度为0.5mm,属于薄材料类冲裁,选用用卷料;查阅《模具设计手册》,将设计中的材料确定为:08钢材料。另外,在设计中还应该考虑到材料的冲裁工艺性,以及其纤维方向的特性。在制件图技术要求中我们可以知道:客户对模具的材料有严格要求,要求用环保材料,模具材料中不能够含有对自然环境有严重污染的金属元素,必须满足QS9000环保要求。
由《模具设计手册》可以知道:制件在冲裁外形时要求四个相交边尽量避免锐角,严禁尖角,圆角半径R=17,冲裁件的凸出或凹入不宜太小,应避免长悬臂和窄臂和窄槽,要求悬臂和槽长L与其宽度B应有一定的比列。钢板时,B>=(1.3至1.5)t,有色金属板时,B>=(0.75至0.8)t,L<=3B。冲裁孔与孔之间、孔与冲件边缘之间的壁厚不应太小,否则会影响凹模强度、寿命和冲件质量。通过对制件零件图分析,可知其满足以上要求。
由于制件材料是不锈钢材料,具有良好的弯曲工艺性,在设计中应该考虑到其纤维方向,以利于模具的设计与制造,弯曲时折弯线的方向不能够与带料的纤维方向一致,应该垂直带料的纤维方向或者与其纤维方向成一定的角度,最好的角度为成45度;弯曲件的弯曲半径不应过小或过大,如果弯曲半径过小,容易被弯裂;若弯曲半径过大,因受到回弹影响,弯曲成形角度和圆角半径的精度均不容易得到保证;同时,在设计中还应该考虑到弯曲件直边高度不宜太短,即使弯曲半径R=0时,也要使最小直边长度大于1.3T,一般弯曲件直边高度H大于2T。由制件零件图资料可以知道:制件弯曲工艺满足以上要求。
由于制件属于薄材料冲压加工,带料的厚度为0.5mm,因此对于弯曲半径小于0.5mm的90度角弯曲,在设计中可以将其看作弯曲半径为0mm的弯曲。
冲压制件的年产量为200万件,属于大批量生产;制件外观的最大长度为454mm,宽度为224mm,属大型制件,由于其形状较复杂,因此我们复合模具来完成此制件的生产。
说明书42页