一.工艺分析:
工艺性是指冲压件对冲压工艺的适应性。
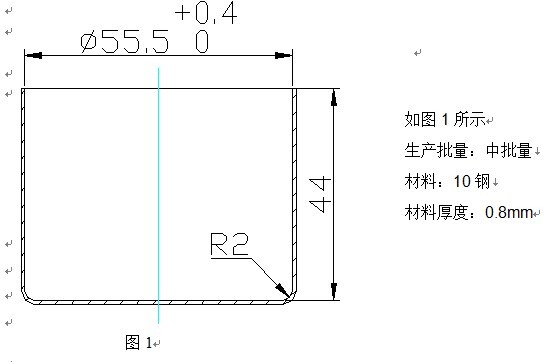
工件:此工件只有落料和拉深两个工序.工件形状简单,并且工件为无凸缘圆筒件,要求内形尺寸,拉深时厚度不变,因此工件能满足落料拉深要求.工件的底部圆角半径r=2mm≥t,满足再次拉深圆角半径要求.尺寸φ55.5 0+0.4mm为IT13级,也满足拉深工序对工件的公差等级要求。
材料:10钢为低碳钢,由于强度低,塑性好,适用于制造受力不大的冲压件和拉深件,并有利于冲压成形和制件质量的提高,还具有良好的冲压成形性能,即有良好的抗破裂性,良好的贴模和定形性,所以具有良好的冲压性能。
一. 工艺方案的确定:
1. 先确定拉深次数:
确定拉深次数,先判断能否一次拉出总拉糸数m总=dn/D中的, dn实际上是零件所要求的直径.当m总> m1时,则该零件只需要一次拉出,否则就要进行多次拉深
计算毛坯尺寸: 查[1]中表6-2得修边余量△h, h/d=43.6/56.3=0.77,取△h=2mm
毛坯直径公式D= d2+4dh-1.72rd-0.56r2
参数:d = 56.3mm
参数:h = 43.6+2=45.6mm
参数:r = 2mm
计算结果D=114.9mm
查[1]中表6-6得,取m1=0.53~0.55,取m1=0.55;取m2=0.76~0.78,取m2=0.78
总拉深糸数: m总=dn/D=56.3/114.9=0.49<m1=0.55,
则可以判断出一次拉不出.
则第一次拉深直径d1=m1D=0.55×114.9≈63.2mm
第一次拉深的高度:h1=0.25[(D2/d1)-d1]+(0.43r1/d1)(d1+0.32r1)
参数:d1=63.2mm
参数r1=5.5mm
计算结果h1≈39mm
第二次拉深直径d2=m2d1=0.78×63.2≈49.3mm
由此可得知,d2〈 d工件则产品是通过二次拉深所得到的。工序图如1-1所示
2.工艺方案:
该工件包括落料、拉深两个基本工序,可有以下三种工艺方案:
方案一:先落料,首次拉深一,再次拉深。采用单工序模生产。
方案二:落料+拉深复合,后拉深二。采用复合模+单工序模生产。
方案三:先落料,后二次复合拉深。采用单工序模+复合模生产。
方案四:落料+拉深+再次拉深。采用复合模生产。
方案一模具结构简单,但需三道工序三副模具,成本高而生产效率低,难以满足大批量生产要求。方案二只需二副模具,工件的精度及生产效率都较高,工件精度也能满足要求,操作方便,成本较低。方案三也只需要二副模具,制造难度大,成本也大。方案四只需一副模具,生产效率高,操作方便,工件精度也能满足要求,但模具成本造价高。通过对上述四种方案的分析比较,该件的冲压生产采用方案二为佳。