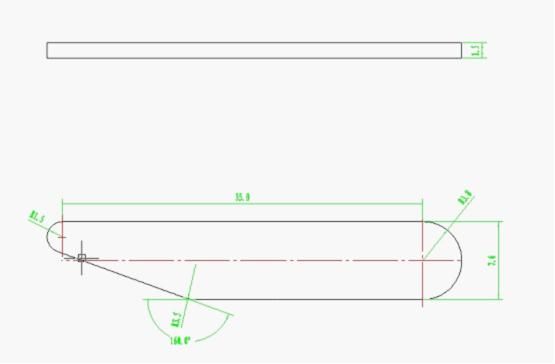
2.1、如图2-1所示零件,其生产要求如下:
生产批量: 10万件每年
材 料: 1Cr13不锈钢
材料厚度: 1.5mm
2.2、制件工艺性分析:
制件工艺性是指该零件采用冲压加工的难度 和经济性。分析时,要根据制件零件图或者实物,分析其几何形状、尺寸、料厚、结构工艺性、精度及表面粗糙度要求、制件材料、生产数量是否符合冲压要求。如果冲压工艺性不良,则需要提出修改意见,并与产品设计人员进行协商,经设计人员同意后才可以进行修改,并进行工艺方案的制订。
2.2.1 制件结构要求:
制件结构上要注意以下几点:
冲裁件的形状。 冲裁件的形状应力求简单、对称,有利于材料的合理利用。
冲裁件内形及外形的拐角。冲裁件内形及外形的转角处要尽量避免尖角,应以圆弧过渡,以便于模具加工时减少由于热处理产生的开裂,减少冲裁时尖角外的崩刃和过快磨损;一般R0.25t(t为料厚)。
冲裁件上凸出的悬臂和凹槽要避免过长,其最小宽度b>2t,板料厚度<1mm时取值1mm;最长尺寸L5t.
冲裁件的孔边距与孔间距、孔与制件边缘的距离都不能太小,一般a>2t,并不要小于3~4mm;c1.5t.
为了防止冲裁时凸模折断或者压弯,冲孔的尺寸不要过小。
2.2.2 制件精度和表面粗糙度要求
普通冲裁件的尺寸精度等级一般在IT10以下,较高精度可以达到IT8.而冲孔比落料件要高出一级。
普通冲裁件的表面粗糙度数值Ra一般低于6.3,一般冲裁件剪断表面粗糙度数值如表2-1所示。
表2-1 普通冲裁件的表面粗糙度数值
制件厚件t/mm 1 1~2 2~3 3~4 4~5
表面粗糙度Ra/ 3.2 6.3 12.5 25 50
2.2.3 刃型挡片的工艺分析
1、零件的尺寸精度分析
零件外形尺寸均未标注公差,按照企业要求,制件公差为0.1mm,用一般精度的模具即可满足制件的精度要求。
2、零件结构工艺性分析
零件形状非对称,但无悬臂、凹槽等结构,外形简单,无尖角结构,t=1.5mm,圆弧半径R1.5mm,满足R0.25t的要求,属于落料工序,可以冲裁成形。
3、制件材料分析
制件材料1Cr13不锈钢,抗剪强度r-314~372Mpa,抗拉强度=392~461Mpa,伸长率=20%。适于冲压成形。
综合以上分析,得到最终结论,该制件可以用冲压生产的方式进行生产。
2.3 制定工艺方案
2.3.1 制定冲压方案
确定制件工艺性后,需要根据其特性提出冲压工艺方案。这个步骤是制定该制件冲压工艺过程的核心内容。在此项工作中,要针对该制件的工序性、工序数、工序顺序及组合方式等进行分析,制定出几种不同的冲压工艺方案,最终确定该套模具的类型,模具的类型根据工序组合区分,包括单工序模、复合模和级进模三大类。
确定工艺方案的原则主要有以下三点:
要保证冲裁件质量
在模具类型中,复合模冲出的制件精度高于连续模,而连续模又高于单工序模。所以精度要求较高的制件,可以采用复合模进行加工。
要遵循经济性原则
在设计模具时,还要考虑成本。应在保证制件质量的前提下,尽量选用简易模具,从而提高经济效益。
要保证安全生产
例如一些多工序小型制件,如果用用单工序模进行生产,在加工过程中容易造成操作失误,很不安全,所以应采用级进模进行冲压。
在制定时,首先需要确定制件的基本工序性质(如落料、冲孔、弯曲等)、工序数(单工序或多工序),进而确定工序的顺序,即提出可行性方案。
总之,确定出最终最佳方案是要综合考虑制件的精度、表面质量、生产数量、企业的实际条件等方面。
2.3.2 确定刃型挡片工艺方案
通过制件零件图可以知道,要加工该制件,只需要外形落料一个工序,所以本项目只设计一个单工序落料模。
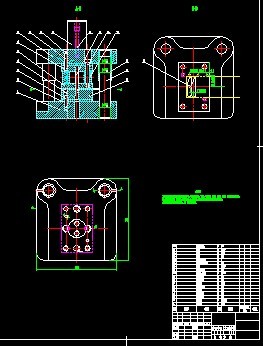
2.4 确定冲压模具结构形式
在确定工艺方案后,需要根据所选模具类型(单工序模、复合模、级进模等)确定模具的各个部分的具体结构,包括进料方式、材料定位、定距方式、模架及卸料、压料、出件方式等;同时还应考虑模具维修、保养和吊装的方便,同时要在各个细小的环节尽可能考虑到操作者的安全等。
2.4.1、定位零件
1、定位概念
定位是指保证条料、工序或坯料的正确送进及在模具中的正确位置。条料或工序伯在模具中的正确位置包括两方面内容。
条料的横向定位,即导料,也称为送进导向;作用是保证条料正确的方向送进,和条料的横向搭边值;常见的零件有导料销、导料板和侧压装置等。
在送料方向(纵向)上的限位,称为送料定距,也称为挡料;作用是控制条料一次送进的距离(步距),即保证纵向搭边值。常见的零件有挡料销、侧刃、定位销等。
2、送进导向零件
1)导料销
一般为两个,并位于条料的同侧,从右向左送料时,导料销装在后侧;从前向后送料时,导料销装在左侧,导料销有固定式和活动式两种,固定式一般设置于凹模模板面上,活动式常设置于弹压卸料板上。
2)导料板
导料板设置于条料两侧,有两种类型:一种是与卸料板制成一体;另一种是与卸料板分开制造。导料板间距应比条料宽度大一个间隙值。
常用的定位零件都有标准件,选择时应首选标准件。在应用时除了要注意孔与凹模孔口的距离外,还要注意其伸出工作平面的高度尺寸,该尺寸与制件材料的厚度有关,挡料销的高度h和导料板的高度尺寸H数值。
导料板宽度B的计算公式为:
B=B+C
式中 B——条料宽度,mm
C——条料与导料板之间的间隙
侧压装置
为避免条料在导料板中偏摆,保证最小搭边值,可以在导料板一侧装侧压装置,使条料在送进过程中始终靠紧另一侧导料板。
如果送料材料过薄(0.3mm以下),则不适于用侧压装置;而且使用侧压装置后送进阻力增大,所以如果采用辊轴送进的自动送料装置不适合与侧压装置配合使用。
3、送料定距零件
1)挡料销
挡料销有固定挡料销和活动挡料销两种。
固定挡料销有两种类型:A型固定挡料销和钩形挡料销。A型固定挡料销常用于中、小型制件的模具中,缺点是销孔与凹模型孔距离过近,削弱了凹模强度;钩形挡料销,这种铛料销的销孔轴线与凹模型孔距离较远,且配合定向销防止其钩头在使用过程中发生转动,缺点是制造困难,安装麻烦。
凹模——A4.dwg
上垫块——A4.dwg
上模座——A3.dwg
凸模——A4.dwg
凸模固定板——A4.dwg
下垫板——A4.dwg
下模座——A2.dwg
装配图——A1.dwg
设计说明书.doc